Leistungsanalyse von Fließproduktionssystemen
Die Leistungsanalyse dient der Bestimmung der Kenngrößen, z.B. Produktionsrate, Auslastungsanteile der Stationen, etc. eines Fließproduktionssystems (FPS). Sie ist eine notwendige Voraussetzung für die Optimierung eines FPS.
Fließproduktionssysteme können zahlreichen Zufallseinflüssen unterliegen. An Handarbeitsplätzen sind z.B. zufällige Schwankungen der Bearbeitungszeiten zu erwarten, während an automatisierten Stationen vor allem Störungen zu Produktionsunterbrechungen führen. Solche zufälligen Einflüsse behindern die getaktete abgestimmte Bewegung aller Werkstücke in einem FPS. Um die negativen Auswirkungen von Zufallseinflüssen zu reduzieren, entkoppelt man die Stationen in einem Fließproduktionssystem durch Puffer.
Im Rahmen der Leistungsanalyse (d.h. vor der Installation oder bei der Neukonfigurierung) eines FPS interessiert sich der Systemplaner für die Probleme, die sich daraus ergeben, daß aus der Sicht einer Arbeitsstation die Bearbeitungszeiten der unterschiedlichen Werkstücke zufälligen Einflüssen unterliegen können und daß die Aufenthaltsdauer eines Werkstücks an einer Station infolge von Störungen (z.B. Werkzeugbruch, Probleme in der Materialzufuhr, etc.) sowie von Qualitätsproblemen zufälligen Schwankungen unterworfen sein kann.
In diesen Fällen können Blockierungen und Leerzeiten an den Stationen zu erheblichen Leistungsverlusten führen.
Blockierung (nach der Bearbeitung) an einer Station tritt auf, wenn die Station die Bearbeitung eines Werkstücks abgeschlossen hat und bereits ein unbearbeitetes Werkstück vor der Station wieder auf die Bearbeitung wartet. Das gerade fertiggestellte Werkstück kann jedoch wegen Platzmangels noch nicht an die unmittelbar nachfolgende Station weitergegeben werden. Dies ist in dem folgenden Bild dargestellt, in dem angenommen wird, daß die Bearbeitung des Werkstücks an Station 2 bereits abgeschlossen ist.
Leerzeit an einer Station entsteht, wenn zu dem Zeitpunkt, an dem das zuletzt bearbeitete Werkstück die Station verläßt, kein weiteres unbearbeitetes Werkstück vor der Station auf die Bearbeitung wartet. Diese Situation kann z.B. dann auftreten, wenn eine Station einmal oder mehrfach hintereinander Werkstücke mit kurzen Bearbeitungszeiten bearbeitet, während gleichzeitig an der unmittelbaren Vorgängerstation relativ lange Bearbeitungszeiten auftreten. Derartige Ungleichgewichte können auch durch Störungen verursacht oder verstärkt werden.
Leerzeiten, die im englischen Sprachraum mit dem Begriff "starving" (hungernd) beschrieben werden, versucht man in der Planungsphase der (deterministischen) Leistungsabstimmung durch die möglichst gleichmäßige Verteilung der Arbeitsbelastung auf alle Stationen zu minimieren. Blockierungen, die nur bei begrenzten Puffern möglich sind, können dazu führen, daß eine Station, die unter deterministischen Bedingungen z.B. nur zu 70% ausgelastet wäre, zum outputbestimmenden Engpaß des Systems wird. Die negativen Effekte von Blockierungen und Leerzeiten können durch Einfügen von Puffern zwischen den Stationen reduziert oder sogar vollständig beseitigt werden. Puffer nehmen bei Bedarf Werkstücke aus stromaufwärts gelegenen Stationen auf bzw. geben Werkstücke an stromabwärts gelegene Stationen ab.
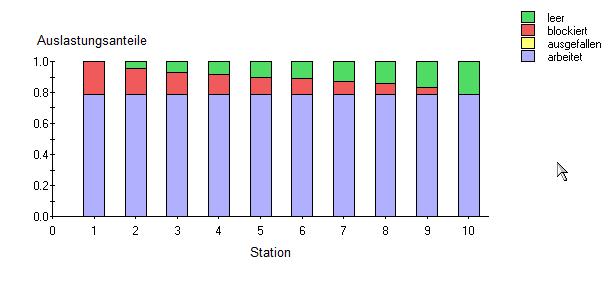
Bei unzureichend dimensionierten Puffern zwischen den Stationen wird es zu Blockierungen kommen, deren Ausmaß umso größer ist, je größer die zufälligen Einflüsse an den Stationen (Störungen, Schwankungen der Bearbeitungszeiten) und je kleiner die Puffer sind. In Fließproduktionssystemen mit identischen Stationen (als Ergebnis einer perfekt gelungenen Leistungsabstimmung) und beschränkten Puffern kann man beobachten, daß das Ausmaß der Blockierung von der ersten Station bis zur letzten Station sinkt, während der Anteil der Leerzeiten entsprechend ansteigt. Dies zeigt das folgende Bild für ein FPS mit 10 Stationen mit jeweils zwei Pufferplätzen.
Für Systeme dieser Art (homogene Systeme, d.h. FPS mit identischen Stationen einschl. Puffern, unbegrenzte Anzahl von Werkstückträgern) gibt es generelle Aussagen über die optimale Positionierung der Puffer. Ist z.B. eine gegebene Anzahl von Puffern auf die (identischen) Stationen zu verteilen, dann sollte dies so geschehen, daß möglichst gleich große durch die Puffer getrennte Subsysteme entstehen.
Blumenfeld hat folgende einfache Abschätzungsformel für die Produktionsrate in einem Fließproduktionssystem mit identischen Stationen und allgemein verteilten Bearbeitungszeiten entwickelt:
$X(\mathrm{Puffer})=\frac{1} {b\cdot \left[ 1+ \frac{1.67\cdot (M-1)\cdot CV} {1+M+0.31\cdot CV+1.67\cdot M\cdot {\frac{\mathrm{Puffer}}{2\cdot CV}}} \right]} $
wobei $b$ die mittlere Bearbeitungszeit, $M$ die Anzahl Stationen, $CV$ den Variationskoeffizienten der Bearbeitungszeiten und Puffer die Anzahl Puffer bezeichnen. Achtung: alle Stationen müssen identisch sein, auch die Puffergrößen.
Die Qualität von Blumenfelds Approximation zeigt folgendes Bild für verschiedene Variationskoeffizienten und Puffergrößen im Vergleich zu Simulationsergebnissen. Es wurden in der Simulation für die Bearbeitungszeiten eine Gamma-Verteilung angenommen.
Sind die Stationen dagegen bezüglich der mittleren Arbeitsbelastungen und/oder der Streuungen der Bearbeitungszeiten und der Störcharakteristika nicht identisch (inhomogene Systeme) - dies ist der für die Praxis typische Fall -, dann können Aussagen über die optimale Positionierung der Puffer nur nach Durchführung einer quantitativen Leistungsanalyse des FPS getroffen werden. Prinzipiell kann das mit einem Simulationsmodell geschehen. Dies ist i.d.R. aber sehr aufwendig, da man zunächst das Simulationsmodell entwickeln muß und anschließend eine statistisch signifikante Anzahl von Simulationsläufen durchführen muß.
Wegen der großen Anzahl möglicher Konfigurationsalternativen benötigt der Planer aber ein Instrument, mit dem er schnell zuverlässige Aussagen über die Leistungsfähigkeit einer betrachteten FPS-Konfiguration treffen kann. Ein solches Instrument ist das Softwaresystem POM Flowline Optimizer, mit dem Fließproduktionssysteme mit beschränkten Puffern zwischen den Arbeitsstationen analysiert und optimiert werden können (http://www.pom-consult.de). Dieses Programm wird in der Automobil-Industrie erfolgreich im Rahmen von Konzepten der "Virtuellen Fabrik" in Kombination mit Simulationsmodellen eingesetzt.
Siehe auch ...
- Produktions-Management-Trainer
- POM Flowline Optimizer
- Einflußgrößen der Leistung eines Fließproduktionssystems unter stochastischen Bedingungen
- Fließproduktionssysteme mit unbegrenzten Puffern
- Analyse eines 2-Stationen-Systems mit begrenztem Puffer
- Analyse längerer Fließproduktionssysteme mit begrenzten Puffern
- Fließproduktionssysteme mit begrenzten Puffern und konstanter Anzahl von Werkstückträgern (geschlossene Systeme)
Literatur
| Günther, H.-O. und Tempelmeier, H. (2020). Supply Chain Analytics - Operations Management und Logistik. 13. Aufl., Norderstedt: Books on Demand. |