
Flexible Fertigungssysteme: Statische Analyse
Ein flexibles Fertigungssystem (FFS) ist ein Produktionssystem, das aus einer Menge von ersetzenden und/oder ergänzenden numerisch gesteuerten Maschinen besteht, die durch ein automatisiertes Transportsystem miteinander verbunden werden. Sämtliche Vorgänge in dem FFS werden durch einen dedizierten Computer (FFS-Zellenrechner) zentral gesteuert, der oft in eine Rechnerhierarchie eingebettet ist. Das FFS ist in der Lage, Werkstücke eines bestimmten Werkstückspektrums in wahlfreier Reihenfolge ohne nennenswerte Verzgerungen durch Umrüstvorgänge zu bearbeiten. Dies wird moglich, weil in einem FFS eine gegebene Menge von voreingestellten Werkzeugen z.T. in einem zentralen Hintergrundmagazin mit kurzen Zugriffszeiten und z.T. in lokalen Werkzeugmagazinen an den Maschinen in direktem Zugriff verfügbar ist und die Werkstücke i.d.R. in separaten Spannplätzen auf speziellen Werkstückträgern fixiert werden, die eine schnelle Justierung der Werkstücke an den Bearbeitungsmaschinen ermöglichen. Der in der konventionellen Werkstattfertigung übliche zeitaufwendige Werkzeugwechsel (einschl. der erforderlichen Vorbereitung des Werkzeugs) wird durch weitgehende Automation der Werkzeugwechselvorgänge während der Maschinenhauptzeit durchgeführt. D.h. während die Bearbeitung an einem Werkstück mit einem bestimmten Werkzeug noch läuft, kann bereits das nächste Werkzeug mit einem speziellen Greifer aus dem Werkzeugmagazin entnommen werden und in kürzester Zeit nach Abschluß des Bearbeitungsvorgangs simultan gegen das vorhergehende Werkzeug ausgetauscht werden. Durch diesen Vorgang werden i.d.R. nur wenige Sekunden verbraucht, die im Fall eines Werkstückwechsels ohnehin durch das Laden des notwendigen NC-Programms zur Steuerung der Maschine während der nächsten Bearbeitungsoperation benötigt werden.
Bei der Investitionsplanung eines FFS stellt sich die Frage, welcher Output mit einer betrachteten Systemkonfiguration erreicht werden kann. Während man die Kosten aller Systemkomponenten i.d.R. gut bestimmen kann, hängt der Output, d.h. die Produktionsmenge davon ab, welche Produktarten nach welche Arbeitsplänen in welchen Mengen pro Periode durch das FFS produziert werden sollen. Zur Beantwortung dieser Frage eignen sich Konzepte aus der Warteschlangentheorie, insb. aus der Theorie der geschlossenen Warteschlangennetze.
Ein flexibles Fertigungssystem wird in diesem Modul durch ein geschlossenes Warteschlangennetzwerk mit einem zentralen Server
modelliert. Allerdings wird hier anstelle einer exakten Analyse eine Annahme getroffen, die eine sehr einfache heuristische
Abschätzung der Kenngrößen des FFS ermöglicht:
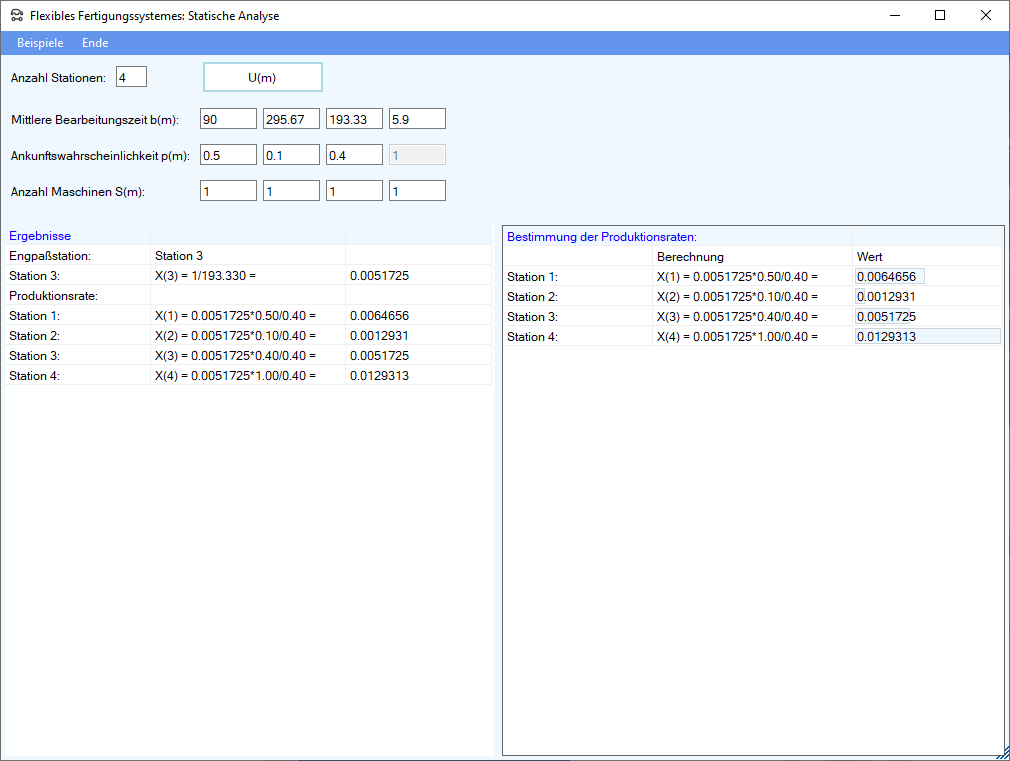
Es wird eine unbegrenzte Anzahl von Paletten im System angenommen. Das bedeutet, daß die Engpaßmaschine (-station) niemals auf Werkstücke warten muß, also zu 100% ausgelastet ist. Ausgehend von den Kenndaten der Engpaßmaschine (-station) werden die Kenndaten für die anderen Maschinen (Stationen) im System bestimmt.
Dabei ist zu Folgendes beachten: Die statische Analyse kann zu erheblichen Abschätzungsfehlern (Überschätzung der Systemleistung) führen, wenn die Anzahl Paletten begrenzt ist und die Maschinen im FFS sehr gleichmäßig ausgelastet sind. Als bessere Alternative bietet sich die Mittelwertanalyse an.
Ansicht:
Symbole:
| m | Stationsindex |
| e | Index der Engpaßstation |
| b(m) | mittlere Bearbeitungszeit eines Werkstücks an Station m |
| p(m) | relative Zugangshäufigkeit eines Werkstücks an Station m |
| S(m) | Anzahl Maschinen, Spannplätze, Transportfahrzeuge etc. an Station m |
| X(m) | mittlere Produktionsrate der Station m |
| U(m) | Auslastung der Station m |
Annahmen:
- Tempelmeier, H. und H. Kuhn (1992). Flexible Fertigungssysteme - Entscheidungsunterstützung für Konfiguration und Betrieb, Berlin
(Springer) 1993, S. 107-109
- Günther/Tempelmeier (2020a)
Datenschutz | © 2021 POM Prof. Tempelmeier GmbH | Imprint