4
Teil V
Fließproduktionssysteme,
Deterministi sch
9 Deterministische Bedingungen
9.1 Fließbandabstimmung
Vorgehensweise
• Arbeitsanalyse
• Leistungsabstimmung
Arbeitsanalyse
36
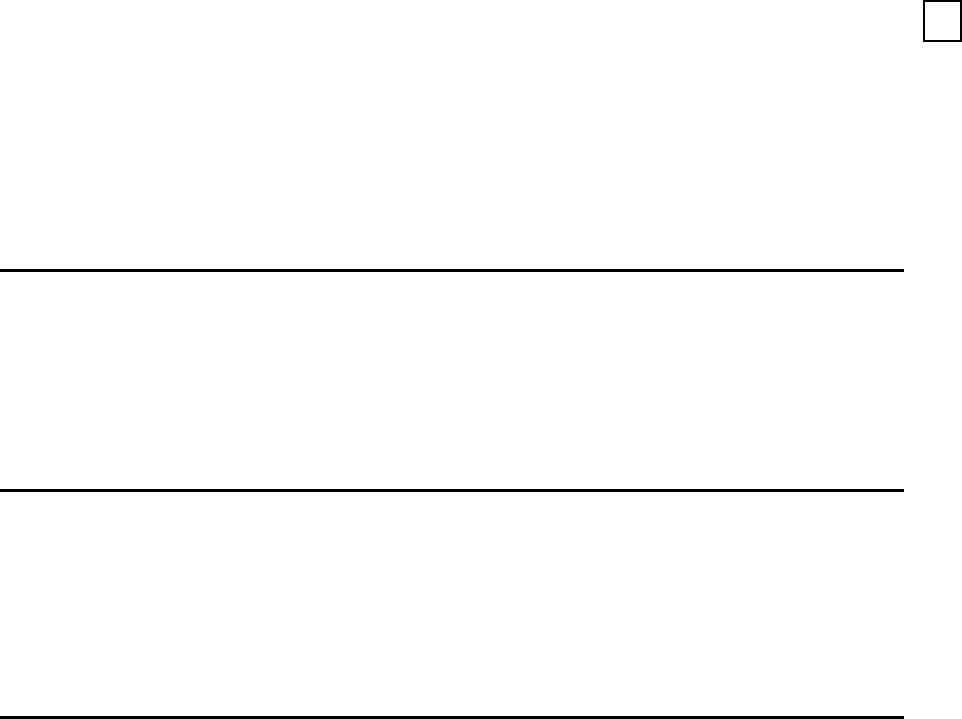
Das obige Bild stammt aus Z¨apfel, G., Produktionsmanagement, DeGruyter(1982)
Arbeitselemente
Tei i l I
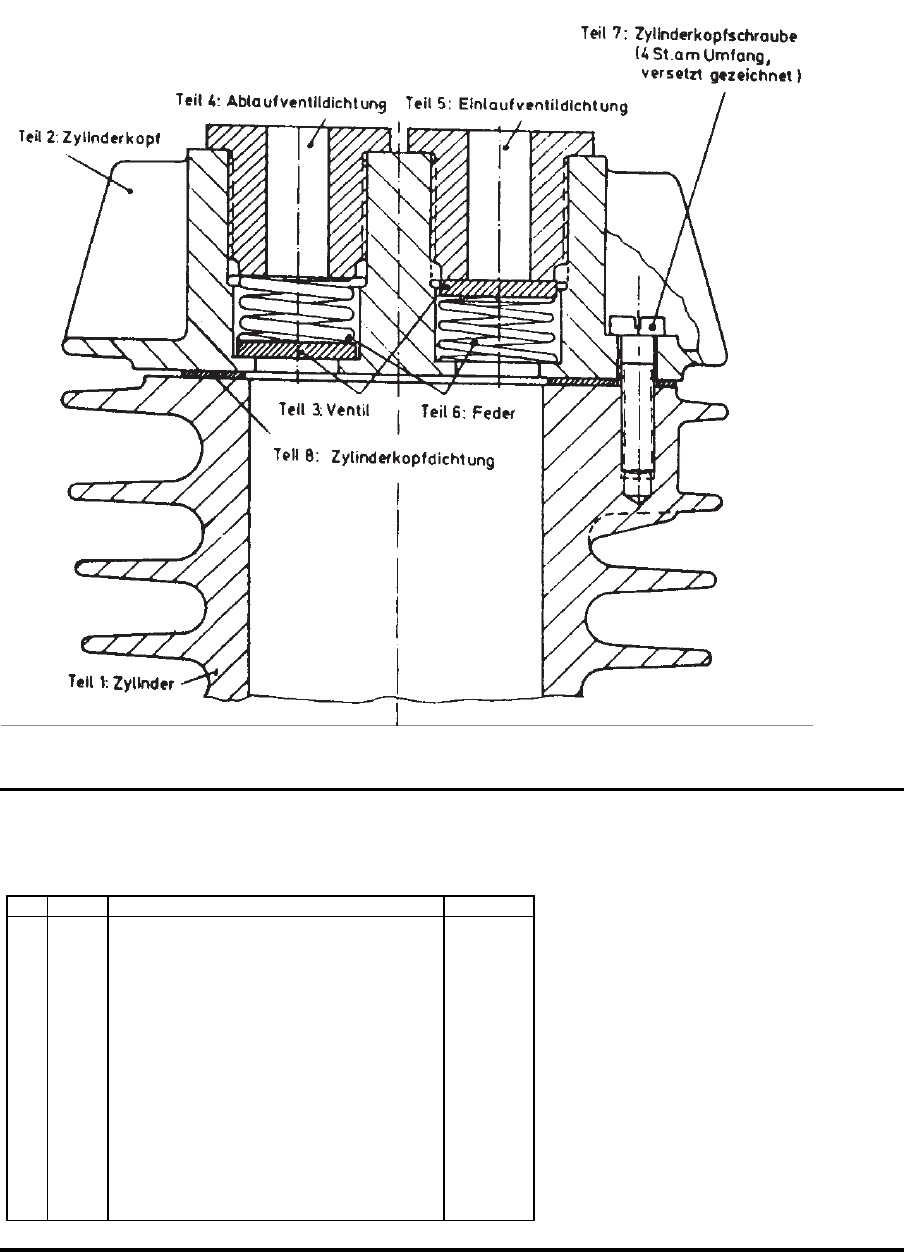
AE Dauer Aufgabenbeschreibung Vorg¨anger
1 1.5 Positionieren Zylinderkopfdichtung -
(Nr. 8) auf Zylinder (Nr. 1)
4 2.0 Positionieren Zylinderkopf (Nr. 2) 1
auf Zylinder (Nr. 1)
7 3.2 Positionieren Zylinderkopfschraube 4
(Nr. 7) im Loch und Gewinde festschrauben
8 3.2 Wiederholung 4
9 3.2 Wiederholung 4
10 3.2 Wiederholung 4
13 1.5 Zylinderkopfschraube festziehen 7
14 1.5 Wiederholung 8
15 1.5 Wiederholung 9
16 1.5 Wiederholung 10
2 3.7 Positionieren Ventil (Nr. 3) auf -
Ablaufloch
Arbeitselemente
37
Tei i l II
AE Dauer Aufgabenb eschreibung Vorg¨anger
5 2.6 Positionieren Ventilfeder (Nr. 6) oben 2
auf Ventil in Ablaufloch
11 3.2 Positionieren Ablaufverdichtung (F¨uhrung) 5
(Nr. 4) in Loch und Gewinde festschrauben
17 2.0 Ablaufventildichtung (F¨uhrung) festziehen 11
3 3.1 Positionierung 2. Ventilfeder (Nr. 6) unten -
auf Einlaufloch
6 3.7 Positionierung 2. Ventil (Nr. 3) oben auf 3
Feder im Einlaufloch
12 3.2 Positionierung Einlaufventildichtung (F¨uhrung) 6
(Nr. 5) in Loch und Gewinde festschrauben
18 2.0 Festziehen der Einlaufventildichtung (F¨uhrung) 12
19 1.5 Aufnahme und Ablage des vormontierten 13,14,15,
Luftverdichters in Transportbeh¨alter 16,17,18
Summe 47.3
Vorranggraph
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
1.5
3.7
3.1
3.2
2.6
3.7
3.3
3.2
3.2
3.2
3.2
3.2
1.5
1.5
1.5
1.5
2
2
1.5
Bestimmung der Taktzeit
C =
T
x
· Bandwirkungsfaktor
0 < Bandwirkungsfaktor < 1 → reduzierte Taktzeit → Reserve
Problem
Bandwirkungsfaktor ist unbekannt und wird vom Planer gesch¨atzt
In der Praxis ber¨ucksichtigt man die Stochastik durch k¨unstliche Reduzierung der Tak-
tzeit mit Hilfe des sog. Bandwirkungsfaktors.
38
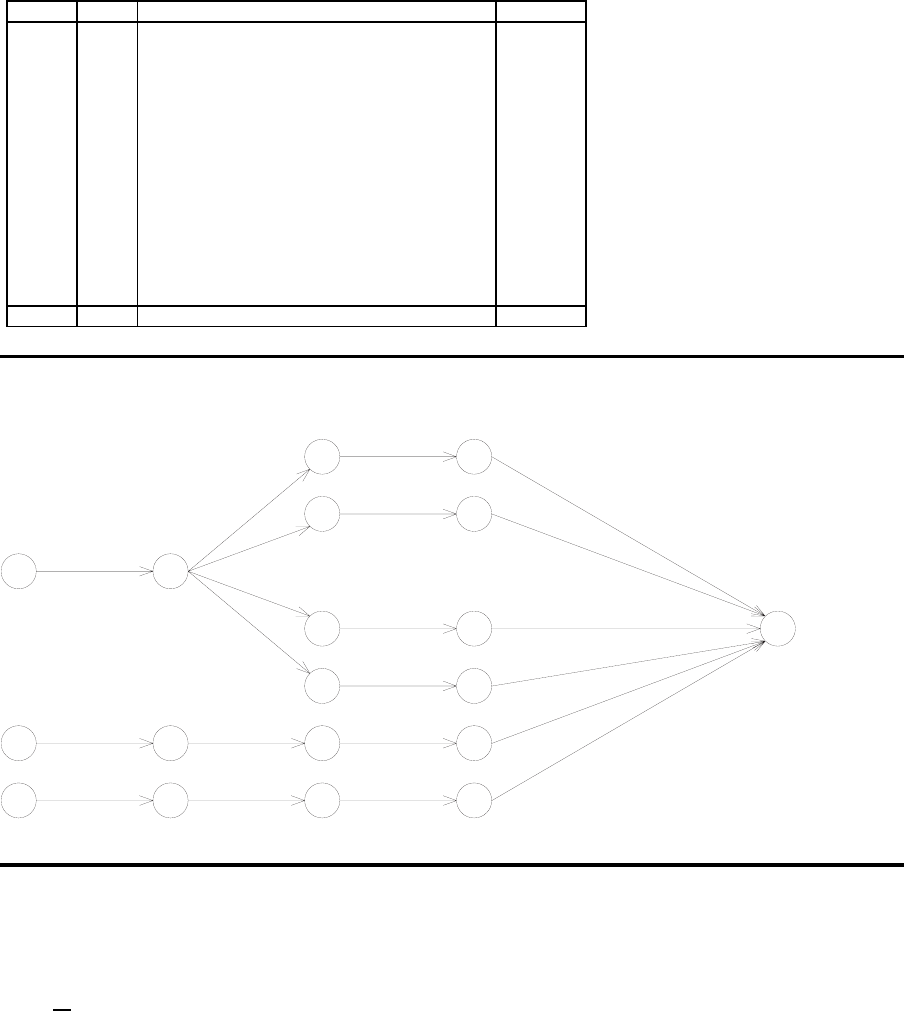
Eine opt imale L¨osung (von mehreren) des Beispiels
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
Stationszeit, Optimalit¨at
Stationszeit
τ
m
=
X
i∈I
m
t
i
Untere Schranke der Anzahl Stationen
M
min
=
&
I
P
i=1
t
i
C
'
Anzahl Stationen versus Taktzeit
39
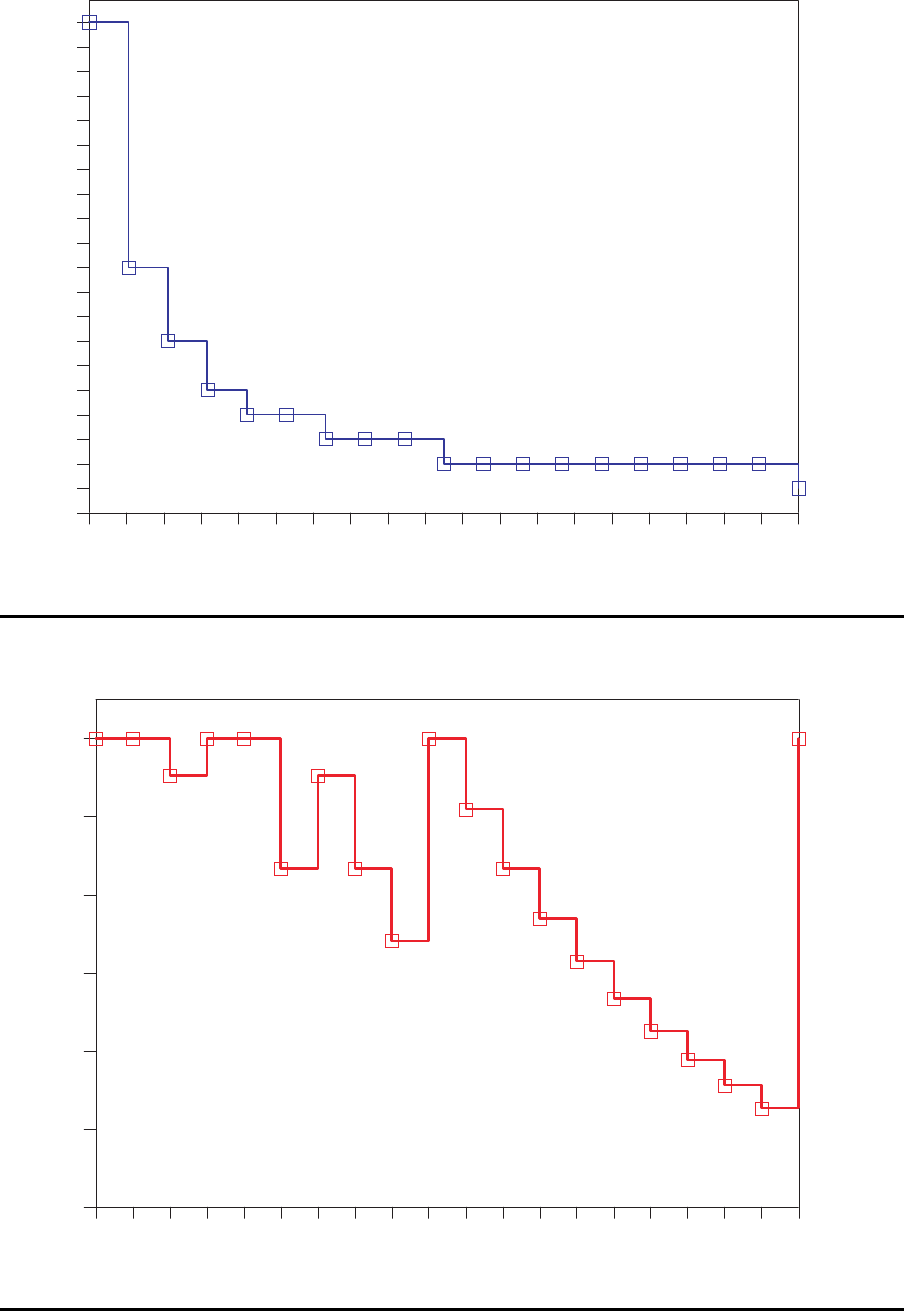
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
Anzahl Stationen
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Taktzeit
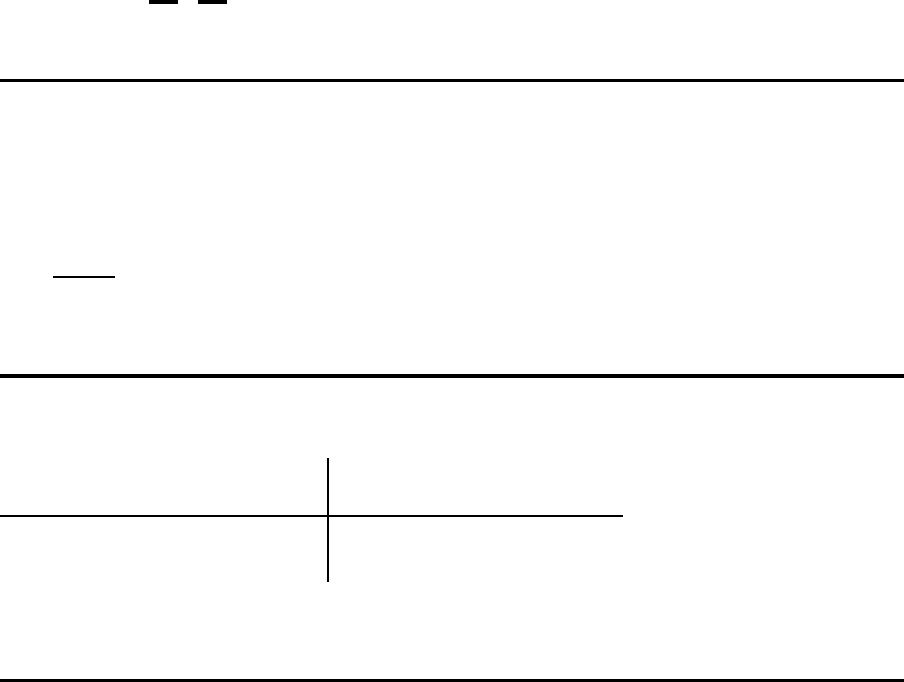
Auslastung versus Taktzeit
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Auslastung
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Taktzeit
40
Zielsetzungen I
Minimierung der Durchlaufzeit einer Erzeugniseinheit
D = M · C
Minimierung der Gesamtleerzeit
l
m
= C − τ
m
L =
M
X
m=1
l
m
=
M
X
m=1
(C − τ
m
) =
M
X
m=1
C −
X
i∈I
m
t
i
!
L = M ·C −
M
X
m=1
X
i∈I
m
t
i
| {z }
=konstant
= M · C −
I
X
i=1
t
i
Zielsetzungen II
Maximierung der Auslastung
U =
I
P
i=1
t
i
M · C
Alle Zielsetzungen lassen sich auf das Produkt M · C zur¨uckf¨uhren.
Problemtypen
Taktzeit
gegeben zu minimieren
Stationszahl gegeben SALBP-F SALBP-2
zu minimieren SALBP-1 SALBP-E
9.2 Mod ell SALBP-1
41
Modell SALBP-1
Annahmen
1. Ein Produkt
2. Deterministische Bearbeitungszeiten der Arbeitsg¨ange (Arbeitselemente)
3. keine Zuordnungsrestriktionen, abgesehen von den Reihenfolgeb edingungen
4. lineare Anordnung der Stationen
5. keine parallelen Stationen
6. Ziel: Minimale Anzahl Stationen
Zur Modellformulierung siehe G¨unther and Tempelmeier ( 2016), Abschn. 5.3.1
9.3 Mod ell SALBP-2
Modell SALBP-2
Minimiere die Taktzeit bei gege bener Anzahl Stationen M
Minimiere Z(x, γ| M) = max
m=1,2,...,M
(
I
X
i=1
x
im
·t
i
)
u. B. d. R .
M
X
m=1
x
im
= 1 i = 1, 2, ..., I
M
X
m=1
x
Im
· m = M
Modell SALBP-2
II
M
X
m=1
m · x
im
≤
M
X
m=1
m · x
jm
i = 1, 2, . . . , I; j ∈ N
i
x
im
∈ {0, 1} i = 1, 2, . . . , I; m = 1 , 2, . . . , M
γ
m
∈ {0, 1} m = 1, 2, . . . , M
42
Modell SALBP-2
III
Linearisierung der Zielfunktion:
Zielfunktion ersetzen:
Min C
und in den Nebenbedingungen einf¨ugen:
I
X
i=1
t
i
·x
im
≤ C m = 1, 2, ..., M
Aufgabe: Implementieren Sie das Modell in AMPL oder OPL und zeigen Sie anhand eines
numerischen Beispiels den Zusammenhang zwischen Stantionsanzahl M und Taktzeit C.
9.4 Heuristisches L¨osungsverfahren f¨ur S ALBP-1
Priorit¨atsregelverfahren
• Arbeitsgangorientierte Verfahren
• Stationsorientierte Verfahren
Priorit¨atsregeln
• Rangwert
RW
i
= t
i
+
X
j∈N
i
RW
j
• Positionswert
P W
i
= t
i
+
X
j∈N
i
t
j
• Gesamtanzahl Nachfolger
• L¨ange der Elementzeit
Erl¨aut ern Sie den Sinn dieser Priorit¨atsregeln.
Literaturhinweis
Tempelmeier (2018), Aufgabe A3.2
43