3
Teil III
Gestaltung der Infrastruk tur des
Produktionssystems
Produktionssystem
• Arbeitssysteme
• Arbeitsaufgab en
• Beziehungen
– zwischen Arbeitssystemen
– zwischen Produktionssegmenten
– zwischen Unternehmen
6 Produktion ssegmentierung
6.1 Funktionsprinzip
6.2 Objektprinzip
Fließpro duktion
Beispiele
• Karrosseriebau
• Fahrzeugmontage
• Motorenfertigung
• Leiterplattenbest¨uckung
• Handyproduktion
• Flaschenabf¨ullung
• Pizza, Brot, etc.
29
Fließpro duktion
Pro und Contra
Vorteile
• kurze Transportwege
• kurze Durchlaufzeit, niedriger WIP
• geringer operativer Planungsaufwand
Nachteile
• geringe Flexibilit¨at
• st¨orungsempfindlich
• hoher Investitionsaufwand
• langweilig
Zentrenproduktion
• Produktionsinsel
• Flexibles Fertigungssystem (FFS)
7 Layoutplanung
7.1 Einf¨uhrung
Ziele
• Transportzeiten
• Transportressourcen
• Kosten
30

Einflußgr¨oßen
• Charakteristika der Produktarten (Ausmaße, Gewicht, Transportempfindlichkeit
etc.)
• Bedarfsstrukturen nach Zeit, Menge, Ort in Abh¨angigkeit vo m Produktionspro-
gramm
• Bedeutung der Transportobjekte f¨ur die Unternehmung
• Transportmengen zwischen den Anordnungsobjekten
• Entfernungen zwischen den (potent iellen) Standorten der Anordnungsobjekte
• Fl¨achenbedarfe der einzelnen Anordnungsobjekte
• technologische Bedingungen
• verf¨ugbare Transportmittel
Daten
• Entfernungen (zwischen potentiellen Standorten)
• Anordnungsobjekte (Arbeitssysteme, Abteilungen)
• Transportmengen (zwischen Anordnungsobjekten)
Kosten
Transportkosten
• Kosten in Abh¨angigkeit von der Transportmittelart
• Kosten in Abh¨angigkeit von der Transportleistung (Transportent fernung, Trans-
portmenge)
Standortwechselkosten
• Bau¨anderungskosten
• Umstellungskosten
• Produktionsumstellungskosten (Dauer der Umstellungsmaßnahmen)
Zwischenlagerkosten
• verursacht durch Zwischenlagerbest¨ande (Wartezeiten auf Fahrzeuge)
31
7.2 Modell QAP
Kosten I
Minimiere Z =
J
X
i=1
J
X
j=1
m
ij
· c
ij
Problem: Die c
ij
h¨ang en von der L¨osung (Zuordnung der AO zu den Standorten) ab
und sind daher keine Konstanten, die man bei Aufbau des Optimierungsmodell vorab
bestimmen kann.
c
ij
= c
T
· d
Standort(i),Standort(j)
c
ij
= c
T
·
J
X
k=1
J
X
l=1
d
kl
· u
ik
· u
jl
Kosten
Transportkosten zwischen AO 1 und AO 2, I
k
1 2 3
i 1 1 0 0
u
ik
= 2 0 0 1
3 0 1 0
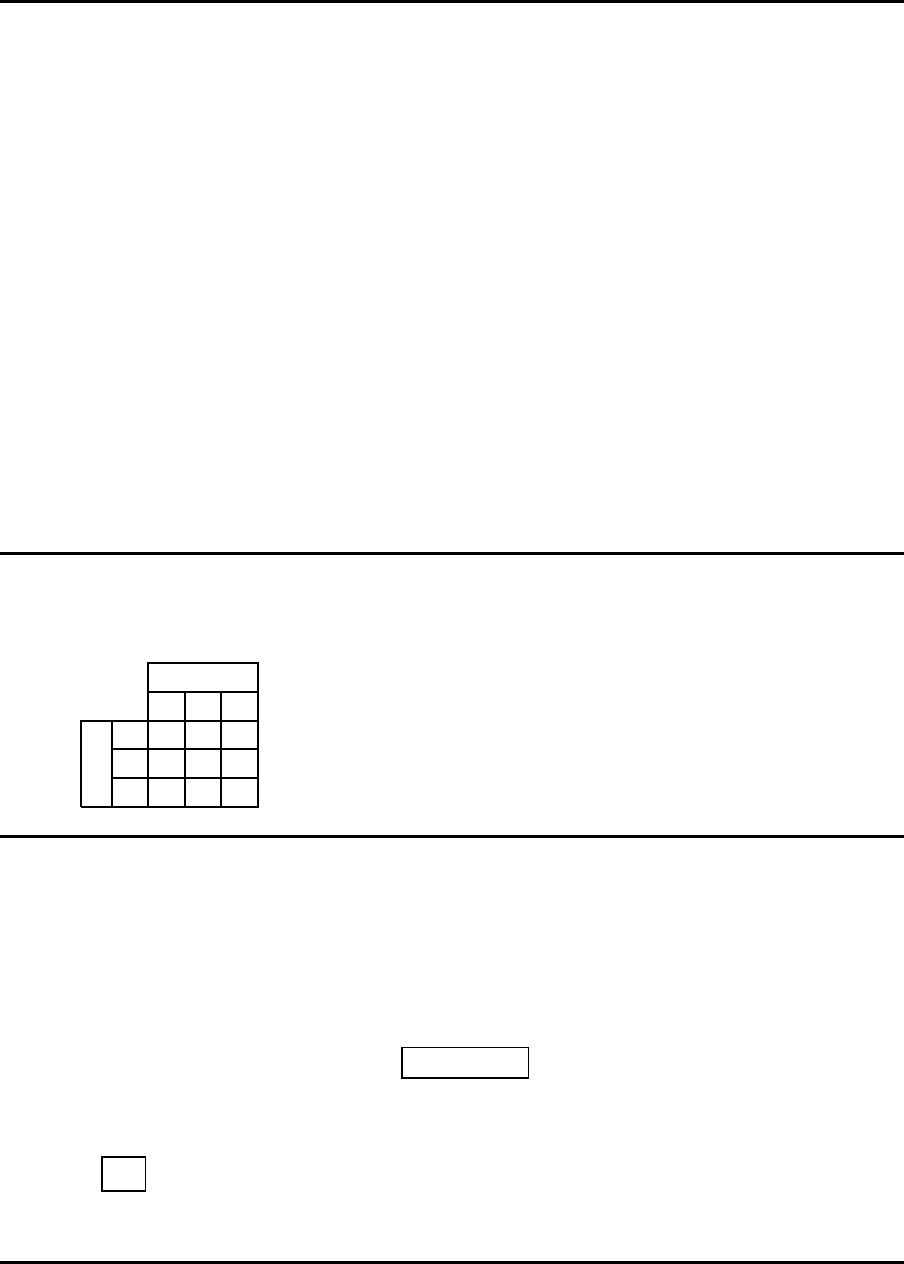
Kosten
Transportkosten zwischen AO 1 und AO 2, II
u
11
= 1, AO 1 steht am Standort 1
u
23
= 1, AO 2 steht am Standort 3
c
12
= c
T
· ( d
11
· u
11
· u
21
+ d
12
· u
11
· u
22
+
d
13
· u
11
·u
23
+
d
21
· u
12
· u
21
+ d
22
· u
12
· u
22
+ d
23
· u
12
· u
23
+
d
31
· u
13
· u
21
+ d
32
· u
13
· u
22
+ d
33
· u
13
· u
23
)
c
12
= c
T
·
d
13
Alle nicht umrandeten Komponenten der Summe sind Null.
32
Modell QAP
Minimiere Z =
J
X
i=1
J
X
j=1
K
X
k=1
K
X
l=1
m
ij
·c
T
· d
kl
·u
ik
· u
jl
u. B. d. R.
K
X
k=1
u
ik
= 1 i = 1, 2, ..., J
J
X
i=1
u
ik
= 1 k = 1, 2, ..., K
Das QAP ist nicht- linear. Daher sind spezielle L¨osungsmethoden erfor derlich. Eine
einfache Heuristik ist in G¨unther and Tempelmeier (20 16) beschrieben.
Literaturhinweis
Tempelmeier (2018), Aufga be A2 .4
Teil IV
Fließproduktionssysteme, Allgemein
8 Einf¨uhrung
8.1 Einflußgr¨oßen
Einflußgr¨oßen
33
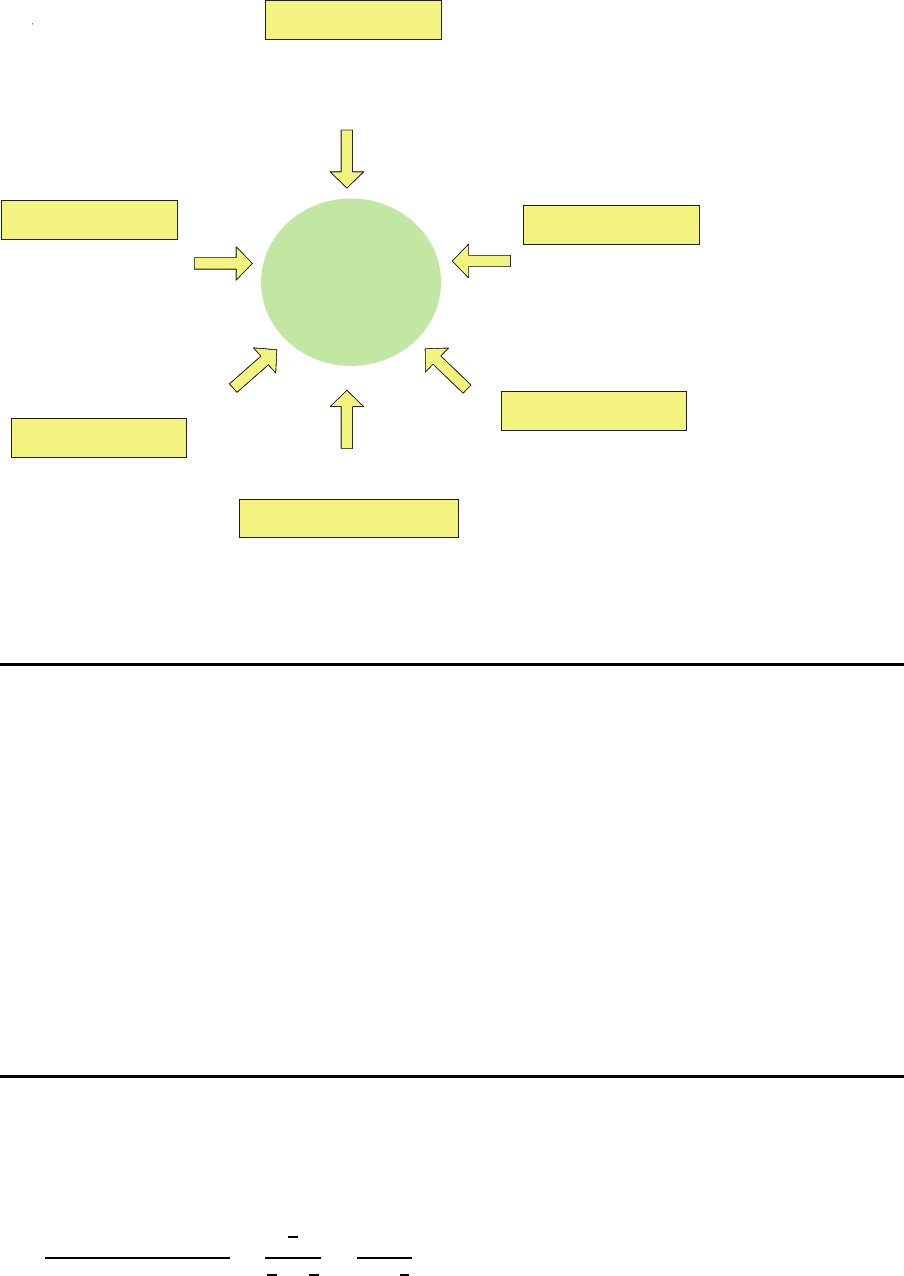
- Bearbeitungszeiten,
- Störungen,
- Qualität,
- Stationsgrößen
- Verkettung (synchron, asynchron),
- Puffer (Anzahl, Verteilung)
- Produktmix,
- Arbeitspläne (Struktur),
- Elementzeiten (deterministisch, stochastisch)
Arbeitsobjekte
Stationen
- Push,
- Pull,
- Hybrid
Steuerungskonzept
Systemstruktur
- zentral,
- dezentral
Entstörsystem
Produktions-
menge
Anzahl Werkstückträger
- Paletten, Werkstückträger,
- Kanbans,
- CONWIP-Karten
Stationen
Die Bearbeitungszeiten (Stationszeiten) sind nicht mehr deterministisch, wie bei der de-
terministischen Fließbandabstimmung angenommen. Statt dessen kann man die Arbeit-
szeit einer Station in f olgende Komponenten zerlegen:
• Leerzeit(Warten auf das n¨achste Werkst¨uck)
• Bedienzeit
• Ausfallzeit
• Blockierzeit (Warten, bis das fertige Werkst¨uck entla den ist.)
Technische Verf¨ugbarkeit
Efficieny
e =
MT TF
MT T R + MT T F
=
1
p
1
p
+
1
r
=
1
1 +
p
r
34
MT T F =
e · MT T R
1 − e
Die St¨orungen werden durch die technische Verf¨ugbarkeit beeinflußt. Die Verf¨ugbarkeit
einer Station kann in der Praxis manchmal nur 60% betragen.
Steuerungskonzept
• Push-Konzept
• Pull-Konzept
Anzahl Werkst¨ucktr¨ager
• Begrenzter Bestand
– Kanban
– CONWIP
• Unbegrenzter Bestand
Planungsschritte
• Fließbandabstimmung (Verteilung der Arbeitslast unter deterministischen Bedin-
gungen)
• Analyse unter stochastischen Bedingungen
35