9
17 Flexible Fertigun gssysteme – Allgemein
17.1 Einf¨uhrung
FFS
als geschlossenes Warteschlangenn e tzw e rk
Ein flexibles Fertigungssystem (FF-System; FFS) ist ein Produktionssystem, das aus
einer Menge von ersetzenden und/oder erg¨anzenden numerisch gesteuerten Maschinen
besteht, die durch ein automatisiertes Transpor tsystem miteinander verbunden werden.
S¨amtliche Vorg¨ange in dem FF-System werden durch einen dedizierten Computer (FFS-
Zellenrechner) zentral gesteuert, der oft in eine Rechnerhierarchie eingebettet ist. Das FF-
System ist in der Lage, Werkst¨ucke eines bestimmten Werkst¨uckspektrums in wahlfreier
Reihenfolge ohne nennenswerte Verz¨ogerungen durch Umr¨ustvorg¨ange zu bearbeiten.
Dies wird m¨oglich, weil in einem FF -System eine gegebene Menge von voreingestellten
Werkzeugen z. T. in einem zentralen Hintergrundmagazin mit kurzen Zugriffs-zeiten und
z. T. in lokalen Werkzeugmagazinen an den Maschinen in direktem Zugriff verf¨ugbar ist
und die Werkst¨ucke i. d. R. an separaten Spannpl¨atzen auf speziellen Werkst¨ucktr¨agern
fixiert werden, die eine schnelle Justierung der Werkst¨ucke an den Bearbeitungsmaschi-
nen erm¨oglichen. Der in der konventionellen Werkstattfertigung ¨ubliche zeitaufwendige
Werkzeugwechsel (einschl. der erforderlichen Vorbereitung des Werkzeugs) wird durch
weitgehende Automation der Werkzeugwechselvorg¨ange w¨ahrend der Maschinenhauptzeit
durchgef¨uhrt. D. h. w¨ahrend die Bearbeitung an einem Werkst¨uck mit einem bestimmten
110

Werkzeug noch l¨auft, kann bereits das n¨achste Werkzeug mit einem speziellen Gr eifer
aus dem Werkzeugmagazin entnommen werden und in k¨urzester Zeit nach Abschluß des
Bearbeitungsvorgangs simultan gegen das vorhergehende Werkzeug ausgetauscht wer-
den. Durch diesen Vorgang werden i. d. R. nur wenige Sekunden verbraucht, die im Fall
eines Werkst¨uckwechsels ohnehin f¨ur das Laden des not-wendigen NC-Programms zur
Steuerung der Maschine w¨ahrend der n¨achsten Bearbeitungsoperation ben¨otig t werden.
In einem FF-System werden ¨ublicherweise Werkst¨ucke mehrerer unterschiedlicher Pro-
dukttypen und Produktionsauftr¨age gleichzeitig bear beitet. Die Werkst¨ucke werden i.˙a.
mit Hilfe von durch die Werkst¨uckgeometrie determinierten Spannelementen auf Palet-
ten montiert. Jedes Werkst¨uck ist durch seinen spezifischen Bearbeitungsfortschritt
gekennzeichnet, der von der FF-System-Steuerung individuell gespeichert und fortg e-
schrieben werden muß. Zwischenlagerungen der teilweise bearbeiteten Werkst¨ucke er-
folgen in zentralen Palettenspeichern (Zentr alpuffern) oder – f alls dies m¨oglich ist – in
lokalen Speicherpl¨a t zen a n den Maschinen.
Jeder der CNC-Maschinen (Bearbeitungszent ren) in dem FF-System ist eine lokal in
direktem Zugriff verf¨ugbare Menge von ( ca. 20-200) Werkzeugen zugeordnet, die z. B.
in Werkzeugka ssetten, Werkzeugtrommeln, Werkzeugscheiben oder in Werkzeugketten-
magazinen (Umlaufmagazinen) angeordnet sein k¨onnen. Werden f¨ur die Bearbeitung
eines Werkst¨ucks Werkzeuge ben¨otigt, die nicht im maschinennahen Werkzeugmagazin
vorhanden sind, dann m¨ussen sie dem Werkzeugmagazin von außen zugef¨uhrt werden.
I. d. R. werden dabei nicht mehr ben¨otig t e Werkzeuge gegen die neuen Werkzeuge ausge-
tauscht. Der Werkzeugaustausch kann dabei ein einzelnes Werkzeug betreffen; er kann
aber auch in der Weise geschehen, daß ganze Kassetten oder Scheib en ausgewechselt
werden, die mit einer im Hinblick auf die unmittelbar an der Maschine bevorstehenden
Bearbeitungsvorg¨ange vorsortierten Werkzeugmenge best¨uckt sind. Der Austausch der
Werkzeuge kann jeweils manuell oder durch a ut omatische Werkzeugversorgungssysteme
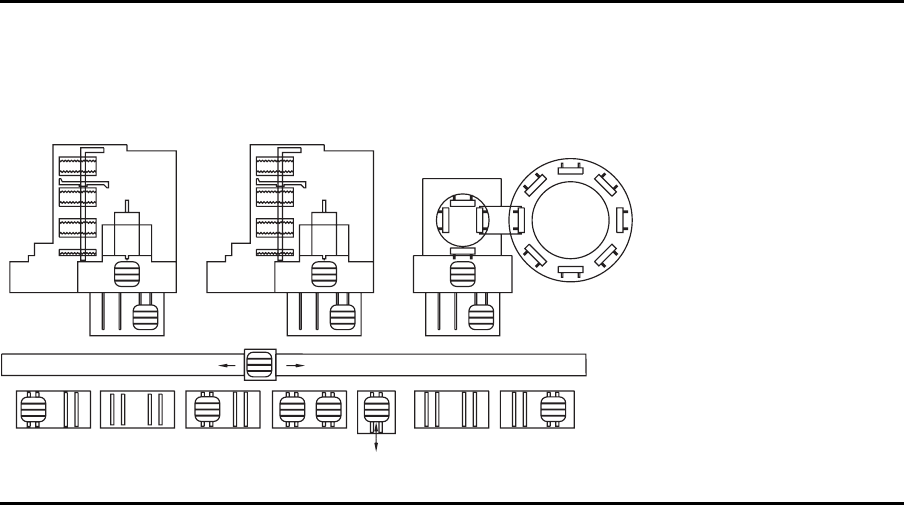
erfolgen. Das folgende Bild zeigt eine Maschine mit einem umlaufenden Werkzeugket-
tenmagazin und Einzelwerkzeugaustausch, der durch ein automatisiertes Werkzeugtrans-
portsystem vorgenommen wird.
CNC-Maschine, Bearbeitungszentrum
Werkzeugkettenmagazin
111
W¨ahrend die Umstellung von einem Werkst¨uckspektrum auf ein anderes bei Bearbeitungszen-
tren mit Werkzeugkettenmagazinen oft mit einer (kurzen) Umr¨ustzeit verbunden ist, in
der die Kette nicht zur Versorgung der Spindel an der Maschine zur Verf¨ugung steht, sind
Bearbeitungszentren mit Werkzeugkassetten oder auswechselbaren Werkzeugscheiben i. d. R.
flexibler, da hier gr¨oßtenteils hauptzeitparallel, d. h. w¨ahrend die Maschine noch an einem
Werkst¨uck ar-beitet, Werkzeugteilmengen ausgetauscht werden k¨onnen und damit die
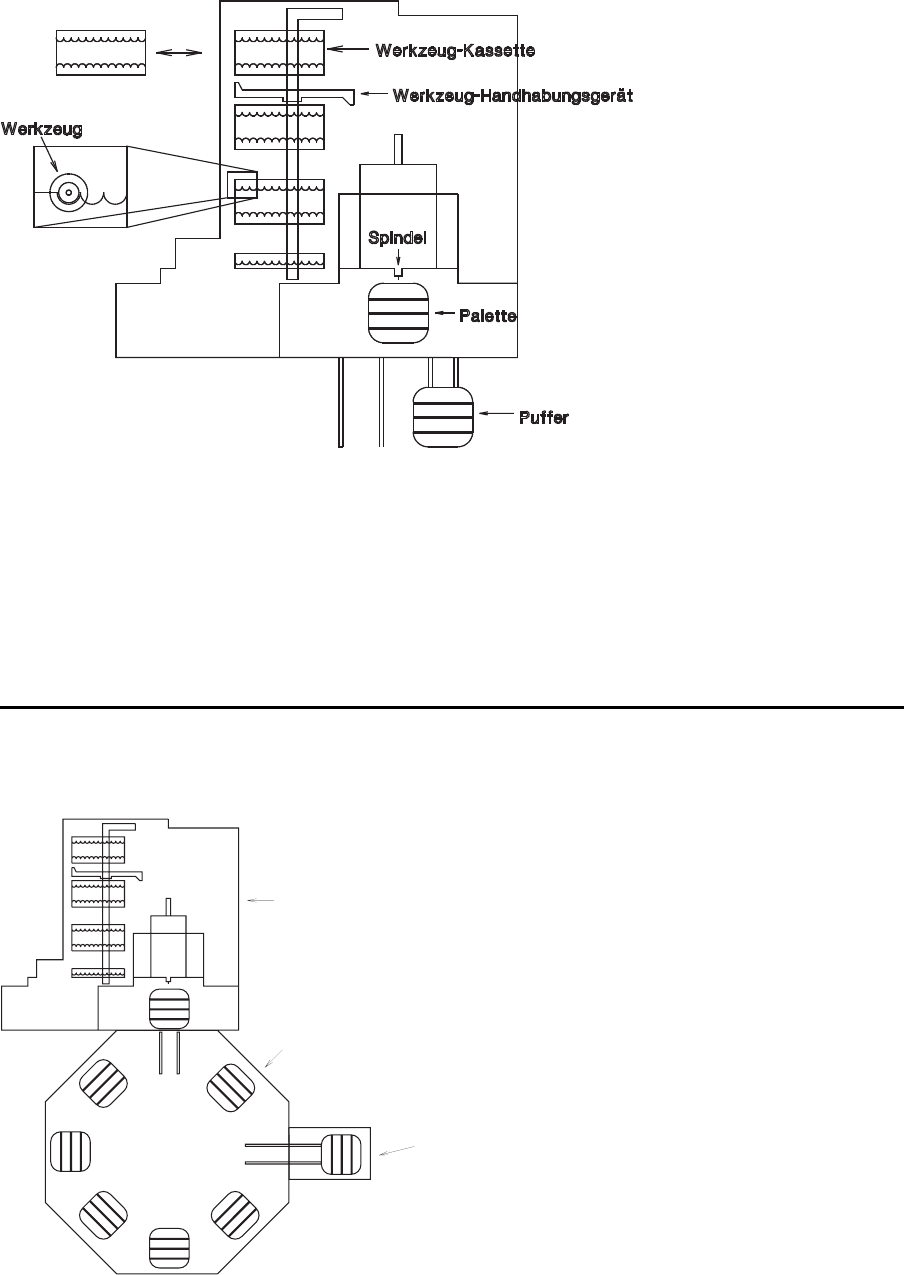
Maschine zur Bearbeitung des n¨achsten Werkst¨ucks vorbereitet werden kann. Bei Ver-
wendung von Werkzeugkassetten [siehe folgendes Bild] sind einer Bearbeitungsmaschine
eine oder mehrere austauschbare Werkzeugkassetten zugeordnet. Im Unterschied zum
Werkzeugketten- oder Werkzeugscheibenmagazin ist f¨ur die Zuf¨uhrung eines Werkzeugs
zur Werkzeugspindel nicht die simultane Bewegung der g esamten Werkzeugmenge er-
forderlich. Vielmehr wird zur Beschickung der Werkzeugspindel mit Werkzeugen ein
lokaler Transport-mechanismus eingesetzt, der ein Werkzeug aus einer Kassette entnimmt
und zur
¨
Ubergabestelle eines Doppelgreifers transpor tiert, von wo aus die Werkzeuge der
Spindel zugef¨uhrt werden. Bei geeig-neter Steuerung k¨onnen die Werkzeuge vor einem
Werkst¨ucktausch zur Vo r bereitung des dabei notwendigen Werkzeugkassettenwechsels
(Austausch der Differenzwerkzeuge zweier Werkst¨ucke) vorsortiert werden.
CNC-Maschine, Bearbeitungszentrum
Werkzeugkassettenmagazin
112
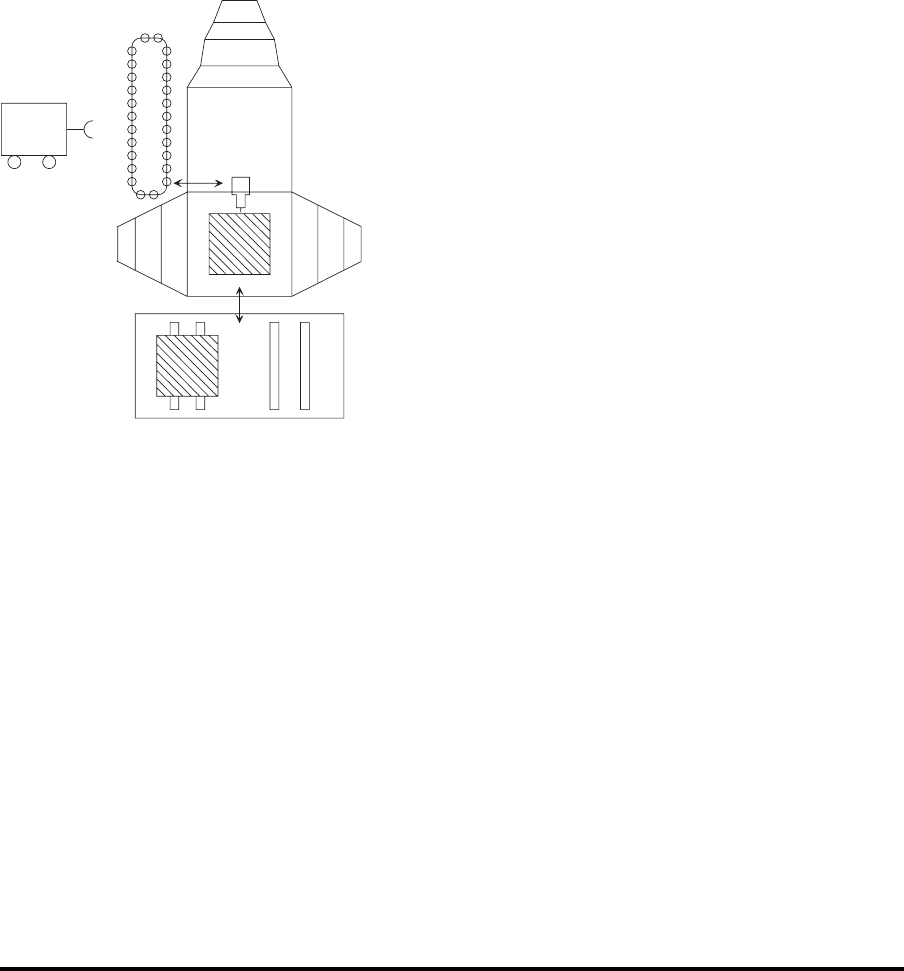
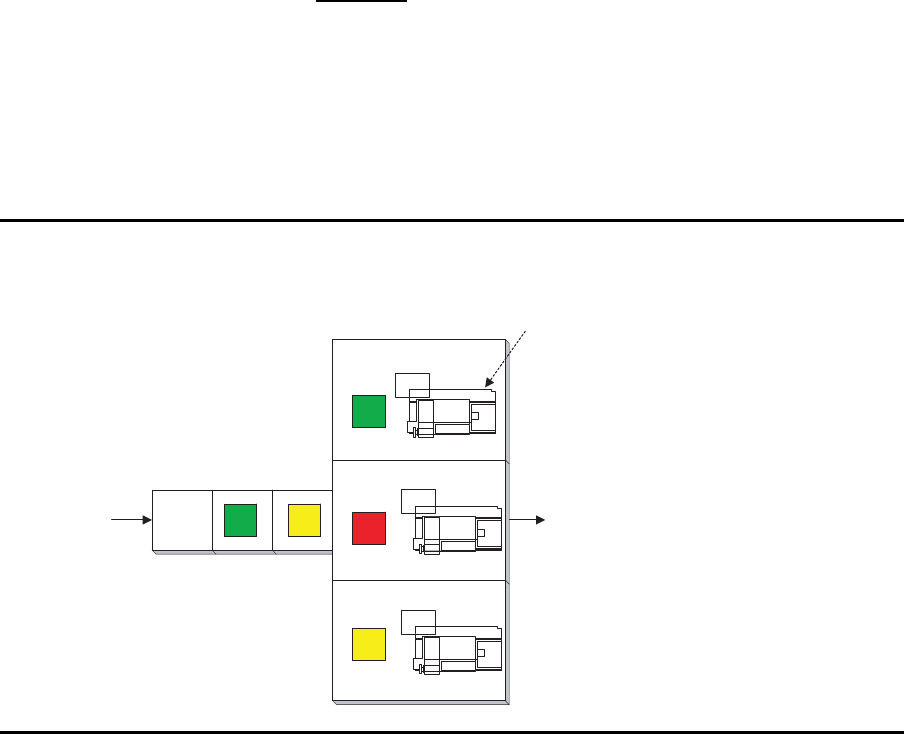
Flexible Fer tigungszellen entstehen durch die r¨aumliche Zusammenfassung eines Bear-
beitungszentrums mit einer Spannstation sowie maschinenunabh¨angigen Werkst¨uckspei-
chereinricht ung en (Zentralpuffer) und einem automatischen Werkst¨ucktransportsystem,
wodurch eine l¨angere bedienerlose bzw. auf sichtsarme Fertigung m¨oglich wird. Das fo l-
gende Bild zeigt eine flexible Fertigungszelle, in der der ma schinennahe Input/Output-
Puffer durch einen Rund- Palettenspeicher mit acht Speicherpl¨atzen und einem integri-
erten Werkst ¨ucktransportmechanismus ersetzt worden ist.
Flexible Fertigungszelle
mit Palettenspeicher
BAZ
Spannplatz
Rund-Palettenspeicher
Flexible Fertigungssysteme bestehen aus mehreren ersetzenden und/oder erg¨anzenden
113
Bearbeitungszentren sowie maschinenunabh¨angigen Werkst¨uck- und evtl. a uch Werkzeug-
speichereinrichtungen, die durch automatisierte Werkst¨uck-, Werkzeug- und Informa-
tionsfl¨usse miteinander gekoppelt sind. FF-Systeme k¨o nnen nach dem Verrichtungsprinzip
oder nach dem Objektprinzip gebildet sein. Ist letzteres der Fall, dann umfaßt ein
FF-System Bearbeitungszentren unterschiedlicher Typen sowie u.U. erg ¨anzende Wasch-
, Entgrat- und Meßmaschinen, zentra le Werkzeugmagazine etc. und ist demzufolge f¨ur
die Kom-plettbearbeitung von Werkst¨ucken geeignet. Stand das Verrich-tungsprinzip
beim Aufbau eines FF-Systems im Vordergrund, dann kann das FF-System nur einen
– wenn auch komplexen, i. d. R. mehrere Werkzeuge einbeziehenden – Arbeitsgang an
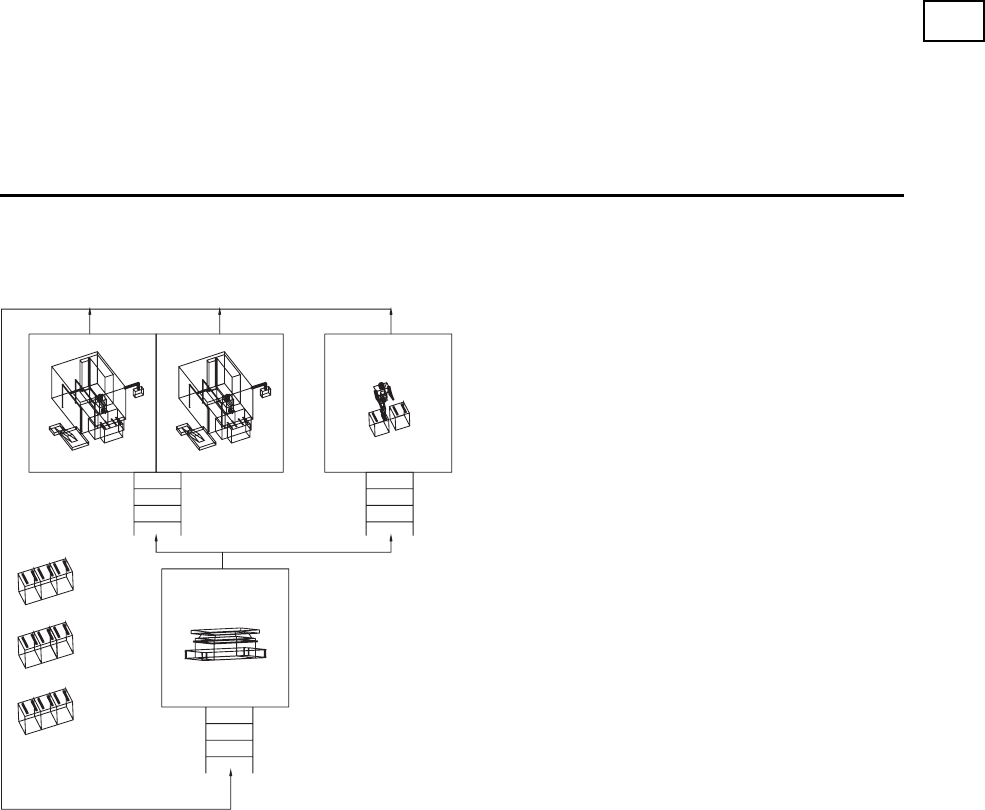
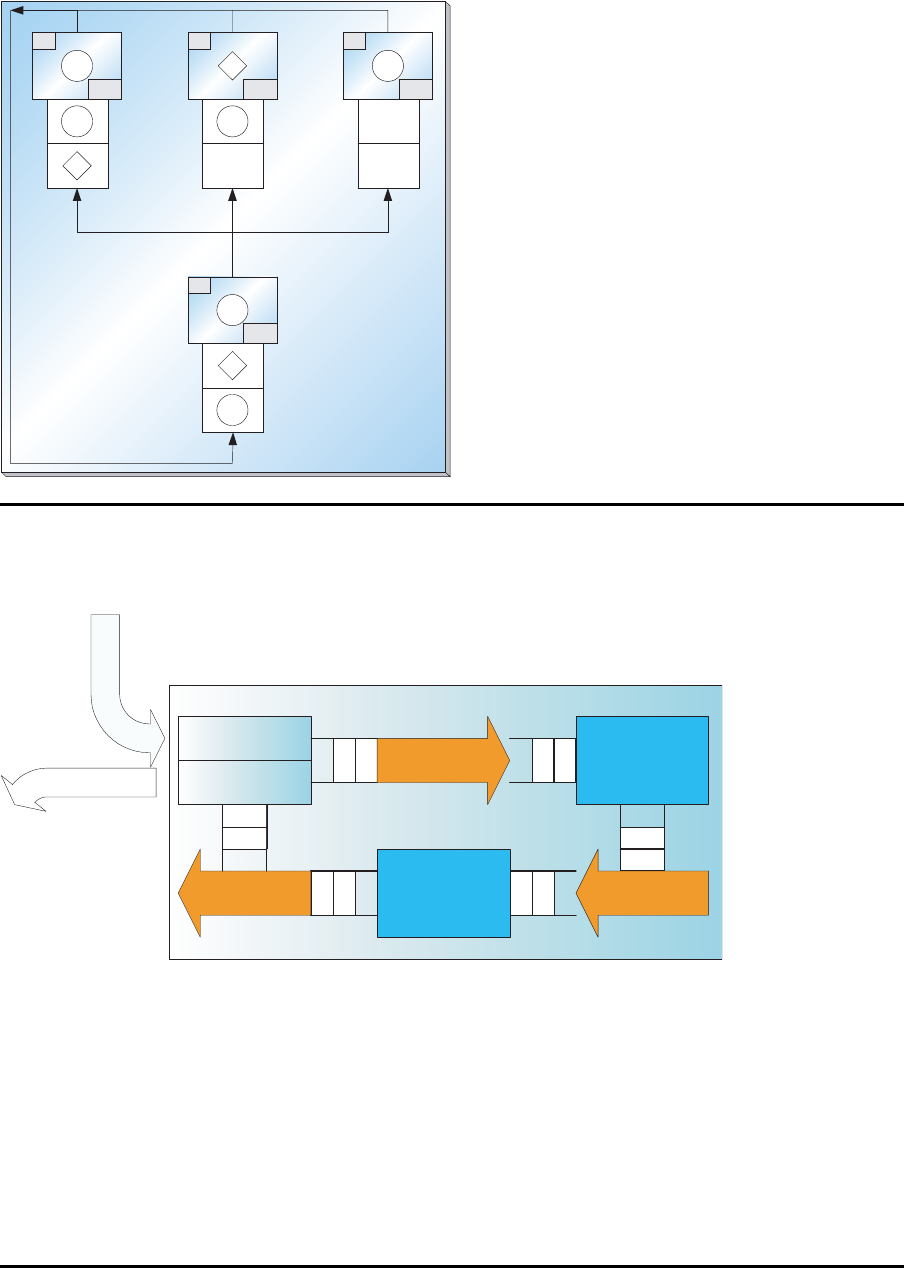
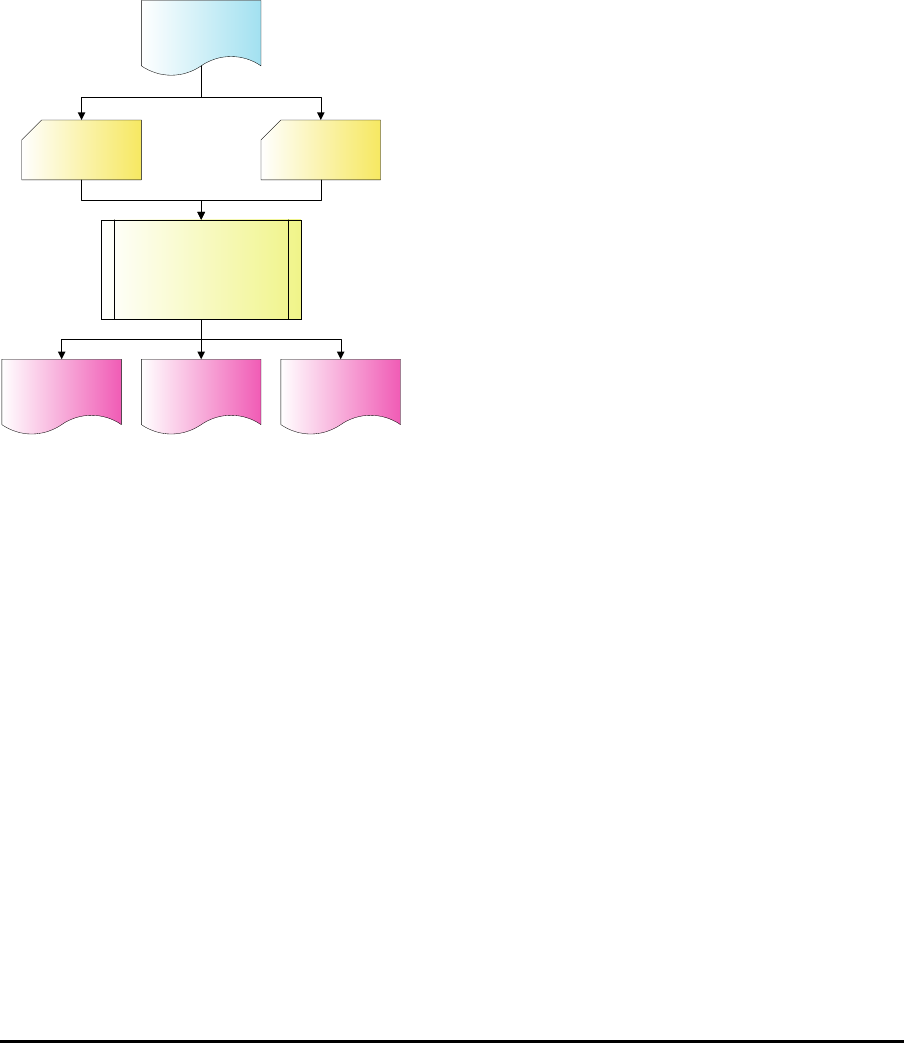
einem bestimmten Teilespektrum durchf¨uhren. Im folgenden Bild sind zwei ersetzende
BAZ mit einer erg¨anzenden Sondermaschine zu einem FF-System zusammengefaßt wor-
den. Werkst¨ucke, f¨ur die in den lokalen Puffern der Maschinen kein Platz ist, werden
in einem Zentralpuffer gespeichert, der aus mehreren Palettenspeichern besteht . Der
Werkst¨uckfluß erfolgt hier durch ein schienengef¨uhrtes Transportsystem.
Flexibles Fert igungssystem
zwei ersetzende, eine erg¨anzende Maschin e n
FTS
ersetzende Maschinen ergnzende Maschine
Zentralpuffer
Spannplatz
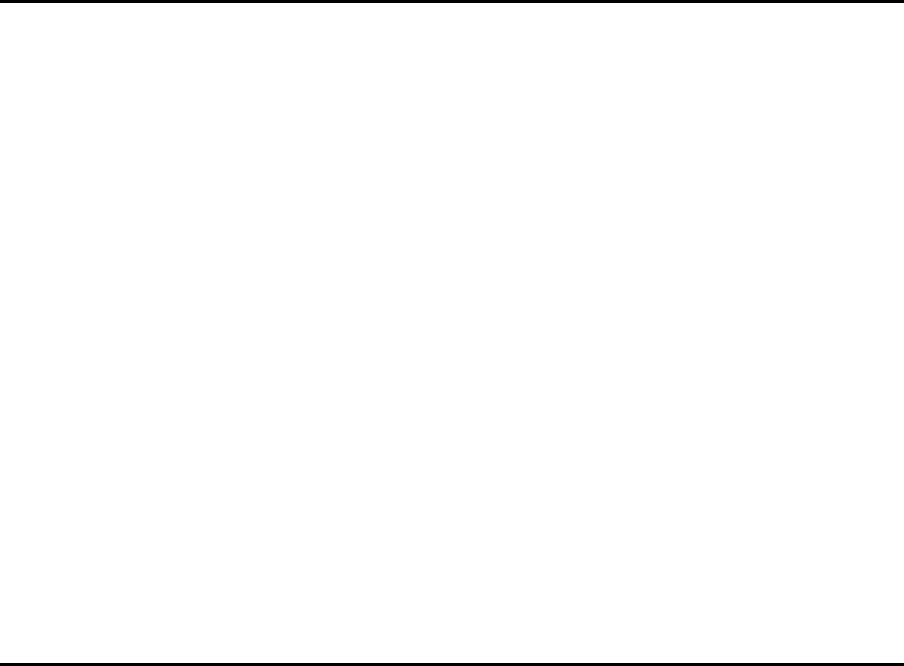
Flexibles Fert igungssystem
Layout eines existierenden FFS
114
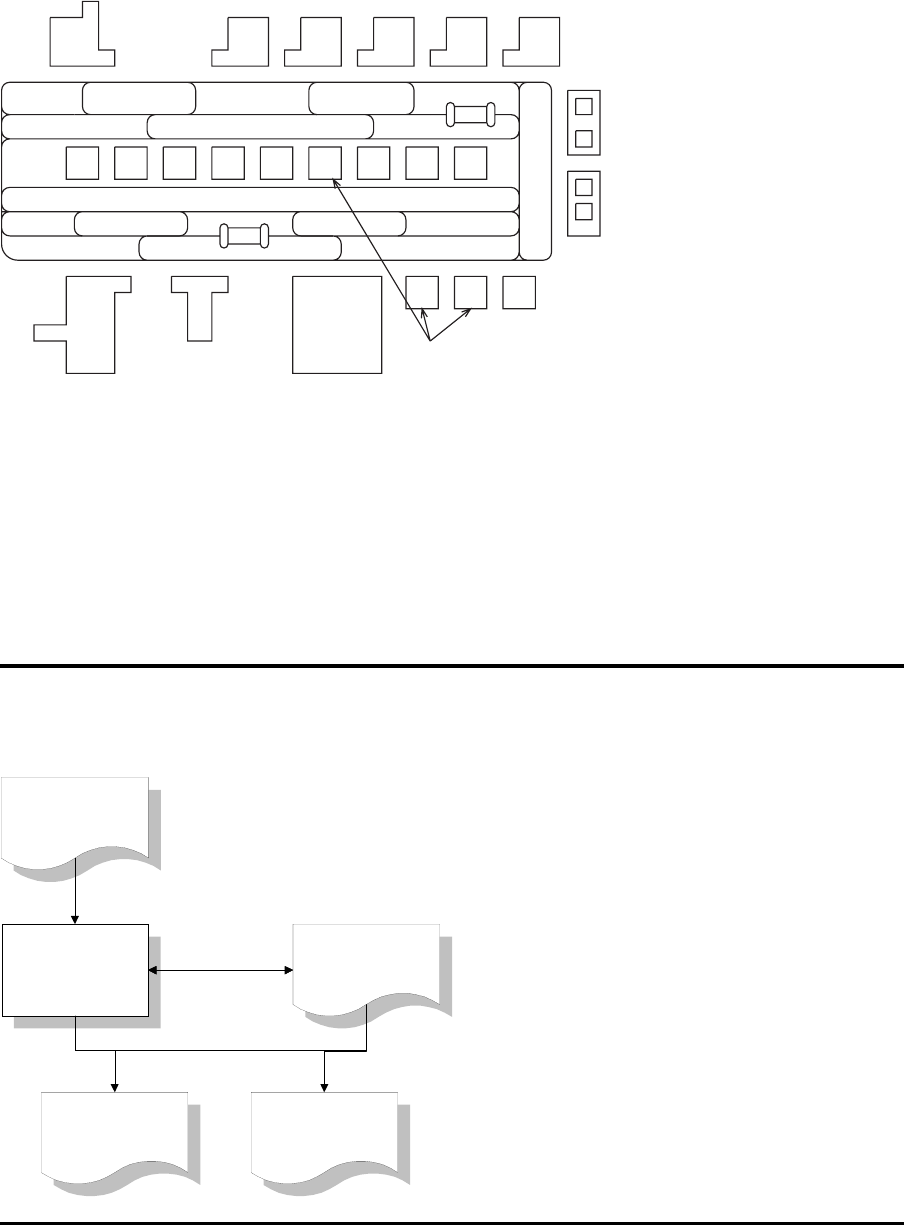
1a
1b 1c 1d 1e
2
3
5
4
Puffer
Maschinengruppe 1
Spann
FTS
FTS
17.2 Probleme der Konfiguration eines FFS
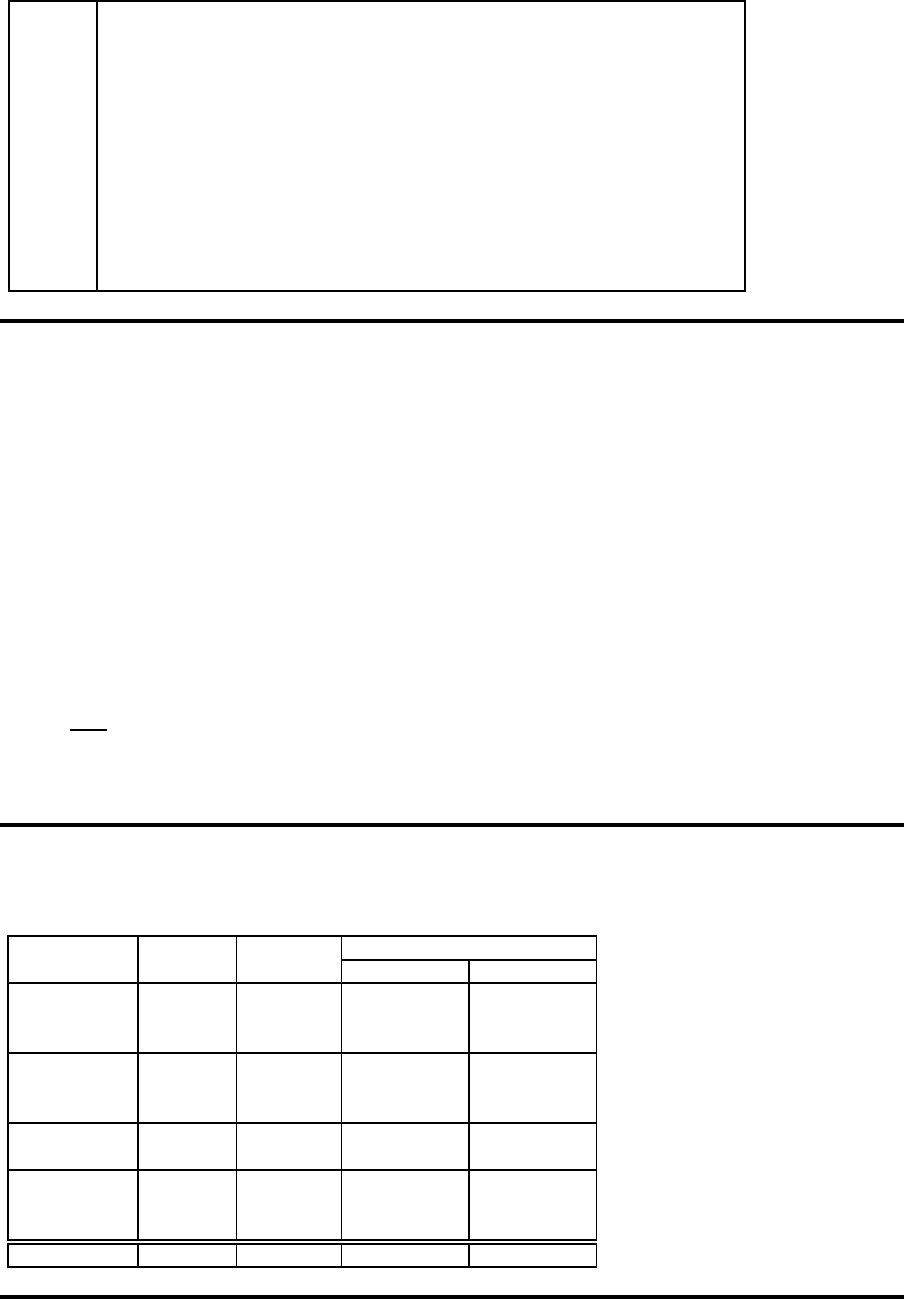
Am Beginn der Planungs¨uberlegungen steht eine Analyse des Teilespektrums. Aus der
Menge der in dem Unternehmen hergestellten Werkst¨ucktypen wird unt er Beachtung ge-
ometrischer und technologischer Kriterien die Menge der Produkte bestimmt, die gr und-
s¨atzlich durch ein FF-System bearbeitet werden k¨onnen. Im Vordergrund der Teileauswahl
stehen technologische
¨
Uberlegungen hinsichtlich z. B. der geforderten Qualit¨a t oder der
geforderten Werkst¨uckvariantenvielfalt.
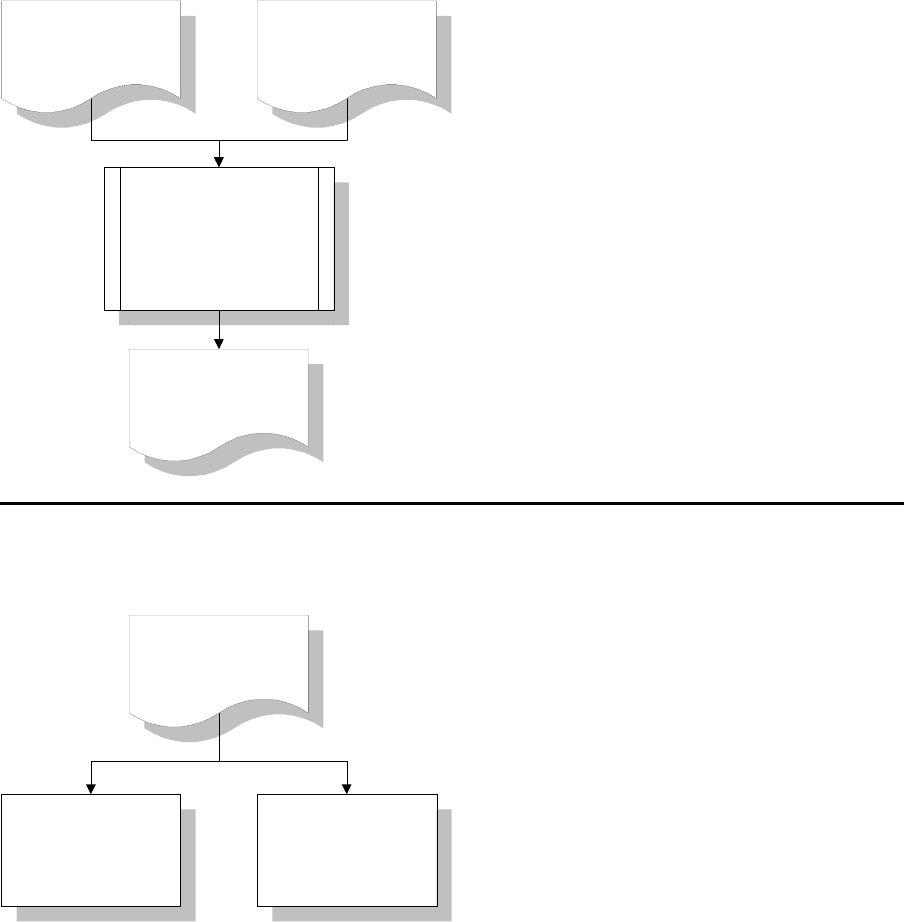
Flexibles Fert igungssystem
Planungsprozeß I
Beschreibung des
Teilespektrums
Arbeitspläne
der
FFS-geeigneten
Produktarten
technologische
Erfordernisse
geplante
Produktionsmengen
Maschinentypen
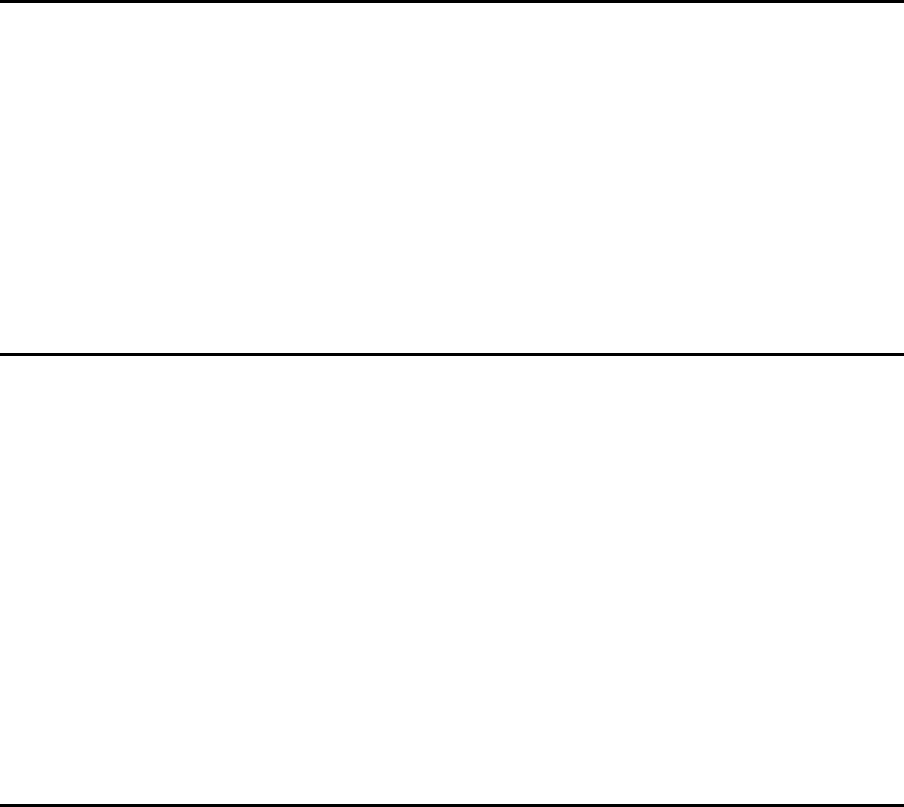
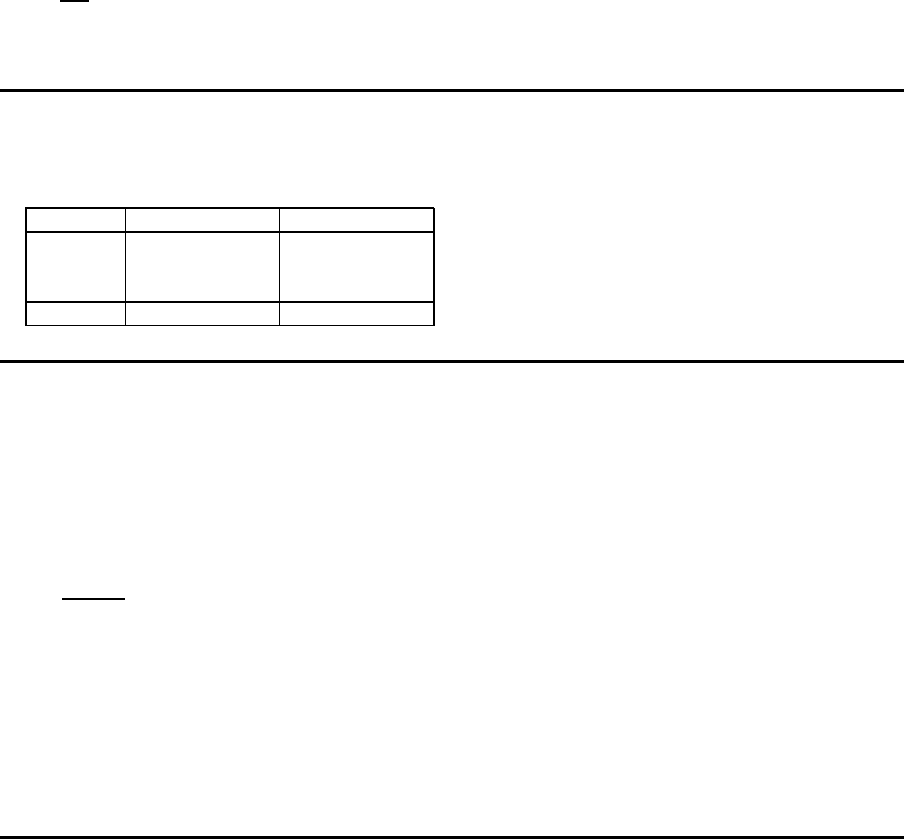
Flexibles Fert igungssystem
Planungsprozeß II
115
Arbeitspläne der
FFS-geeigneten
Produktarten
Maschinentypen
Definition und
Beurteilung alternativer
FFS-Konfigurationen
"optimale"
FFS-Konfiguration
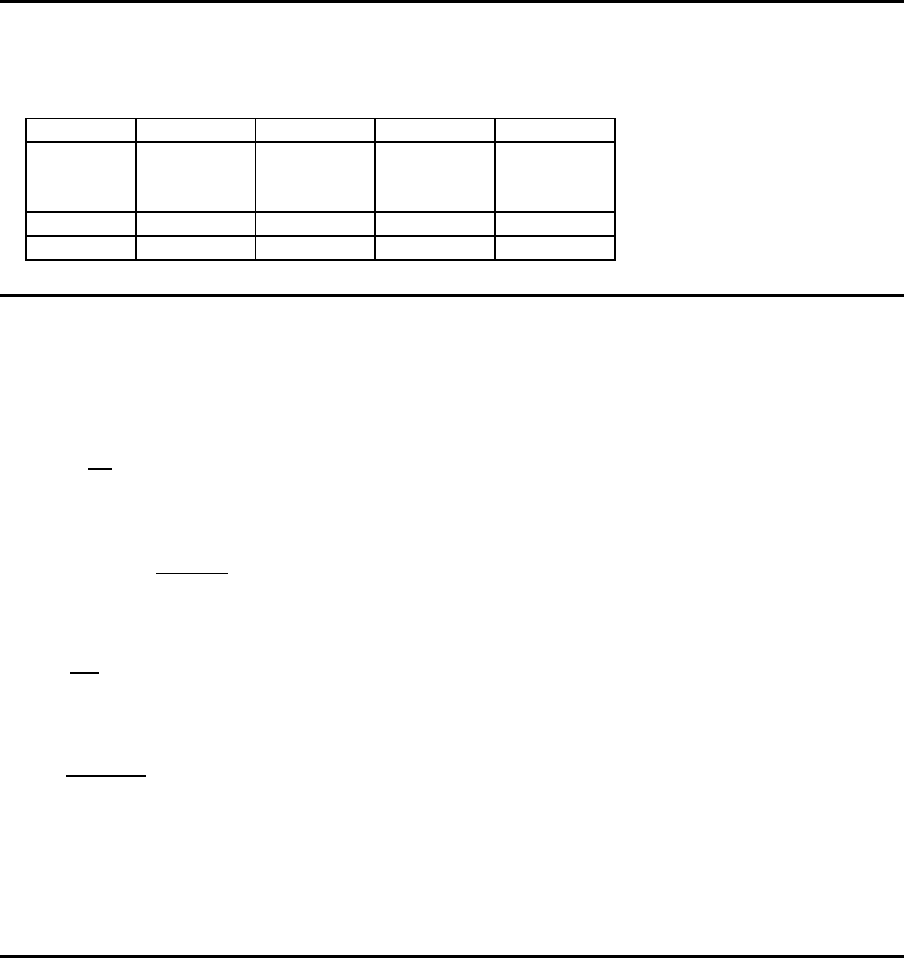
Flexibles Fert igungssystem
Planungsprozeß III
"optimale"
FFS-Konfiguration
FFS-Software-
entwurf und
Implementation
FFS-Hardware-
Installation
Die grunds¨atzlich zur Bearbeitung in einem FF-System als geeignet angesehenen Pro-
duktarten werden durch ihre Arbeitspl¨ane und die in einer Periode zu produzierenden
Mengen beschrieben. Die Arbeitspl¨ane m¨ussen in dieser Phase auf die M¨o glichkeiten des
FF-Systems abgestimmt werden. In engem Zusammenhang damit stehen die m¨oglichen
Ressourcen, die in das FF-System integriert werden k¨onnen bzw. m¨ussen. Hier sind
neben den Bearbeitungszentren insb. Spannpl¨atze, Wasch- und Meßmaschinen, Mate-
rialflußsysteme sowie Paletten und Spannvorrichtungen zu nennen. Auf der Grundlage
der sich aus den Produktbeschreibungen ergebenden Anforderungen m¨ussen nun fo lgende
Fragen beantwortet werden:
• Welche Produkte sollen auf dem zu planenden FF -System bearbeitet werden?
Hieraus ergibt sich unmittelbar der Bedarf an K apazit¨at und Flexibilit¨at des FF-
Systems, welcher durch die Komponenten des FF-Systems befriedigt werden muß.
116
• Welche Komponenten sollen in das FF-System integriert werden?
Hieraus ergeben sich der Investitionsaufwand und die laufenden Betriebskosten des
FF-Systems.
Diese beiden Fragenkreise sind in hohem Maße interdependent. Denn die Konfiguration
des FF-Systems wird durch die Produk-tionsanfor derungen beeinflußt, die sich aus den
zu bearbeitenden Produkten ergeben. Andererseits kann die spezielle Ausgestaltung der
Konfiguration des FF-Systems die Vorteilhaftigkeit der Produk-tion eines bestimmten
Produkttyps in dem FF-System beeinflussen. Erschwerend kommt hinzu, daß das Teile-
spektrum selbst, die Struktur der Arbeitspl¨ane aufgrund technologischer
¨
Anderungen und
die Produktionsmengen sich im Zeitablauf ver¨andern k¨onnen. Diese Ver¨anderungen und
damit die im Laufe seiner Nutzungsdauer an das FF-System gestellten Produktionsan-
forderungen sind zum Zeitpunkt der FF-System-Planung nicht oder nur unvollst¨andig
bekannt, wodurch das Problem einen stochastischen Charakter erh¨alt.
Prinzipiell m¨ussen bei der Einf¨uhrung eines FF -Systems Entscheidungen ¨uber folgende
Gr¨oßen getroffen werden:
Entscheidungsvariablen
Art und Anzahl der Produkte, di e in dem FFS gefertigt werden sollen
• Art der Produkte
• Produktionsmengen
• Struktur der Bearbeitungsprozesse (Arbeitspl¨ane)
• Mix der Bearbeitungsprozesse
Entscheidungsvariablen
Komponentenbezogene Entsch e idungsvariablen
• Art und Anzahl der einzusetzenden Maschinen
• Art und Anzahl der Be-/Entladestationen (Spannpl¨atze)
• Art und Kapazit¨at der Transportsysteme f¨ur Werkst¨ucke und Werkzeuge
• Art und Anzahl der Pufferpl¨a t ze und der L agersysteme
• Art und Kapazit¨at des Werkzeugversorgungssystems
• Art und Anzahl der ben¨otigten Paletten und Vorrichtungen
117

Entscheidungsvariablen
Strukturbezogene Entscheidungsvariablen
• Layout des FFS
• Aufbau und Struktur des Planungs- und Steuerungssystems
• Anzahl und Qualifikation des Bedienung spersonals
Ziele
• origin¨are Ziele
– h¨ohere Anpassungsf¨ahigkeit an
¨
Anderungen der Produktarten und der Nach-
fragemengen
– niedrigere Lohnkosten
– h¨ohere Produktqualit¨at durch genauer reproduzierbare Prozesse
– gr¨oßere Produktivit¨at durch h¨ohere (l¨angere) Anla gennutzung pro Zeiteinheit
• abg eleitete Ziele
– hohe Produktionsmengen bzw. kurze Durchlaufzeiten
– hohe Auslastungen der Maschinen
– niedrigere Lagerbest¨ande
– niedriges Investitionsvolumen
118
18 Flexible Fertigun gssysteme – Leistungsanalyse
18.1 Allgemeine Konzepte
Ans¨atze zur Unterst¨utzung der Konfiguration eines FFS
• generative Ans¨atze
• evaluative Ans¨atze
– Statische Modelle
– Warteschlangenmodelle
∗ Kla ssisches CQN-Modell
∗ CQN-Modell f¨ur FFS mit begrenzten Puffern
∗ CQN-Modell f¨ur FFS mit St¨orungen
– Simulat ionsmodelle
Selektionsprozeß
Menge der alternativen FFS-Konfigurationen
Klassisches CQN-Modell
(Analyse, Optimierung)
Feinsimulation
CQN-Modell für Systeme
mit begrenzten Puffern
Optimale
FFS-Konfiguration
119
Systemzust¨ande
P {n}
P
m
{n
m
}
M/M/c-Warteschlangenmodell
P {n} = P {n
1
, n
2
, . . . , n
M
} = P {n
1
} · P {n
2
} · . . . · P {n
M
}
P {n} = P {n
1
, n
2
, . . . , n
M
} =
1
g (N, M)
· f
1
(n
1
) · f
2
(n
2
) · . . . · f
M
(n
M
)
n ist der Zustandvektor des Systems, der angibt, wie viele Paletten sich an Station 1, 2,
. . . befinden.
18.2 Klassisches CQN-Modell
Warteschlangensystem
unbearbeitete
Werkstücke
bearbeitete
Werkstücke
Maschine
120
Geschlossenes Warteschlangennetzwerk
CQN-Modell mit einem zentralen Server
1
b
1
3
b
3
4
b
4
2
b
2
p
1
p
2
p
3
p
4
Maschinen
Transportsystem
Geschlossenes Warteschlangennetzwerk
Werkst¨uckfluß
Aufspannen
Abspannen
BearbeitenTransport
TransportBearbeitenTransport
Rohmaterial
fertige Werkstücke
Grundlage der Modellierung eines FFS mithilfe des klassischen CQN-Modells bilden die
Daten bez¨uglich der zu bearbeitenden Produktarten sowie die geplante Konfiguration des
FFS. Diese Daten werden in einer vorgelagerten Planungsphase ermittelt. Die herzustel-
lenden Produktarten werden durch ihre
• Arbeitspl¨ane
• geplante Produktionsmenge
beschrieben.
121
Modellierung und Datengrundlage
Arbeitspl¨ane
• Stat ionsnummern M
k
= {m
k1
, m
k2
, . . .}
• Besuchsanteile F
k
= {f
k1
, f
k2
, . . .}
• Bearbeitungszeiten T
k
= {t
k1
, t
k2
, . . .}
Modellierung und Datengrundlage
Arbeitspl¨ane
• Stat ionsnummern M
k
= {m
k1
, m
k2
, . . .}
• Besuchsanteile F
k
= {f
k1
, f
k2
, . . .}
• Bearbeitungszeiten T
k
= {t
k1
, t
k2
, . . .}
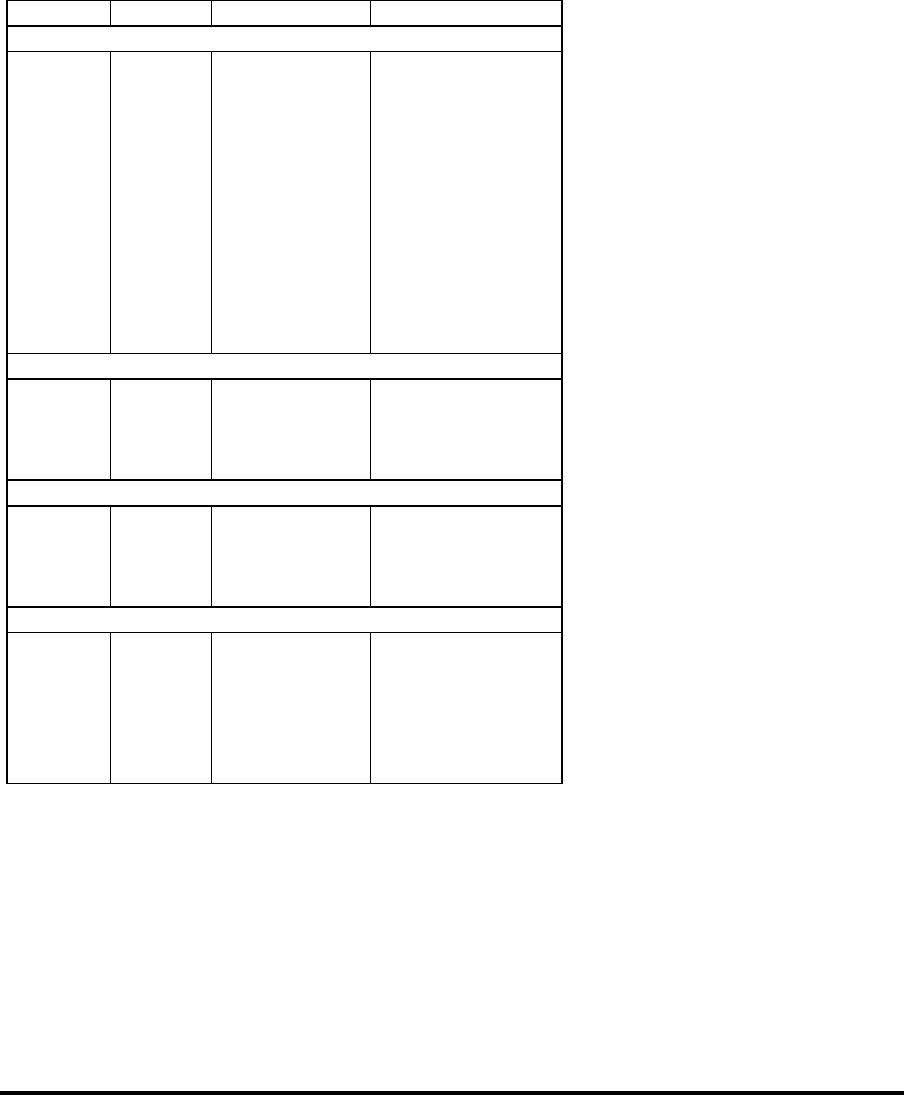
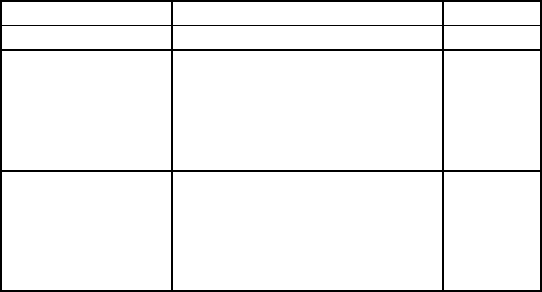
Die folgende Tabelle zeigt Arbeitspl¨ane f¨ur ein FFS, in dem vier Produktarten bearbeitet
werden sollen. Der Arbeitsplan eines Produkts k ( k = 1, 2, ..., K) enth¨alt mehrere
Arbeitsg¨ange. F¨ur jeden Arbeitsgang wird neben der laufenden Nummer o die jew-
eilige Stat ion (Nummer m
ko
und Stationsbezeichnung) und die Bearbeitungszeiten t
ko
angegeben. Außerdem wird in der letzten Spalte (Arbeitsgangh¨aufigkeit) der Anteil
f
ko
der Werkst¨ucke angegeben, die diesen Arbeitsgang durchlaufen m¨ussen. So kann eine
Qualit¨atskontrollstrategie vorsehen, daß nur jedes zweite Werkst¨uck an einer Meßmas-
chine ¨uberpr¨uf t wird. In diesem Fa ll w¨are als Arbeitsgangh¨aufigkeit f¨ur den Arbeitsgang
’Messen’ 0.5 a nzugeben. Die geplant en Produktionsmengen werden als relative Gr¨oßen
in Form von Produktionsmengenanteilen α
k
– bezogen auf die durchschnittliche Produk-
tionsrate pro Periode – angegeben. Sie summieren sich zu eins, d. h.
P
K
k=1
α
k
= 1. Das
Symbol ⇄ deutet einen Werkst¨uckwechsel an.
Modellierung und Datengrundlage
Arbeitspl¨ane
122
Position Station Zeit Anteil Werkst¨ucke
Produktart 1: Produktionsmengenanteil α
1
= 0.2
1 SPANN 90.0 1.0
2 M1 428.0 1.0
3 SPANN 90.0 1.0
4 M1 57.0 1.0
5 SPANN 90.0 1.0
6 M1 57.0 1.0
7 SPANN 90.0 1.0
8 M1 57.0 1.0
9 SPANN 90.0 1.0
10 M1 351.0 1.0
11 SPANN 90.0 1.0
12 M2 229.0 1.0
Produktart 2: Produktionsmengenanteil α
2
= 0.2
1 SPANN 90.0 1.0
2 M1 470.0 1.0
3 SPANN 90.0 1.0
4 M2 639.0 1.0
Produktart 3: Produktionsmengenanteil α
3
= 0.4
1 SPANN 90.0 1.0
2 M1 185.0 1.0
3 SPANN 90.0 1.0
4 M1 130.0 1.0
Produktart 4: Produktionsmengenanteil α
4
= 0.2
1 SPANN 90.0 1.0
2 M1 47.0 1.0
3 SPANN 90.0 1.0
4 M1 223.0 1.0
5 SPANN 90.0 1.0
6 M2 19.0 1.0
Die zwischen den Arbeitsg¨a ngen erforderlichen Transportvorg¨ange sind in den Arbeit-
spl¨anen nicht explizit angegeben. Sie sind f¨ur jede Produktart j eweils gleich der Anzahl
der Arbeitsg¨ange. Da diese Arbeitspl¨a ne die Grundlage der weiter unten darzustellenden
Beispielrechnungen bilden, sei zus¨atzlich angenommen, daß die mittlere Transportzeit
pro einmaligem Transport vorgang 5.9 Minuten betr¨agt. D. h. ein Werkst¨uck belegt ein
Tra nsportfahrzeug zwischen zwei Arbeitsg¨angen durchschnittlich 5.9 Minuten. F¨ur die
Gesamtbelastung des Transportsystems durch ein vollst¨a ndig bearbeitetes Werkst¨uck
ist zus¨atzlich die mittlere Anzahl von Transpor t vorg¨angen (= mittlere Anzahl von Ar-
beitsg¨angen) zu beachten.
Modellierung und Datengrundlage
Datenfluß im CQN-Modell
123
Arbeitspläne
mittlere
Bearbeitungs-
zeiten
Ankunfts-
häufigkeiten
Berechnung der
Leistungskenn-
größen des geschlossenen
Warteschlangennetzwerks
mittlere
Auslastungen
mittlere
Warteschlangen-
längen
mittlere
Durchlaufzeiten
Im Einzelnen wird wie folgt vorgegangen. In dem FFS sollen K Produktarten bear-
beitet werden. F¨ur jede Produktart ist ein Arbeitsplan und ein geplant er Anteil an
der durchschnittlichen Produktionsmenge des FFS als Datum vorgegeben. Der Ar-
beitsplan der Produktart k wird durch eine geor dnete Menge von Stationsnummern
M
k
= {m
k1
, m
k2
, . . .} spezifiziert. Da nicht notwendigerweise jede Operation an j edem
Werkst¨uck einer Produktart durchzuf¨uhren ist, wird f¨ur jeden Arbeitsgang der Anteil der
Werkst¨ucke angegeben, die diesen Arbeitsgang durchlaufen m¨ussen: F
k
= {f
k1
, f
k2
, . . .}.
Jeder Bearbeitungsvorgang nimmt eine Maschine f¨ur eine bestimmte Bearbeitungszeit in
Anspruch: T
k
= {t
k1
, t
k2
, . . .}.
Zwischen zwei Arbeitsg¨angen wird immer das Transportsystem aktiv, indem es das
Werkst¨uck zur jeweiligen Zielstation (n¨achste Station laut Arbeitsplan) transportiert.
Der Austausch eines fertig bearbeiteten Werkst¨ucks gegen ein unbearbeitetes Werkst¨uck
(Abspannen bzw. Aufspannen) wird durch einen Bear beitungsvorgang beschrieben, da
zwischen diesen beiden Arbeitsg¨angen kein Transpo rt erfolgt. Ein Arbeitsgang ist also
immer durch zwei Transportvorg¨ange eingegrenzt.
Die Verteilung der gesamten geplanten Produktionsmenge je Periode auf die verschiede-
nen Produktarten wird durch produktspezifische Produktionsmengenanteile α
k
(k =
1, 2, . . . , K) wiedergegeben, die sich zu 1 summieren. Die folgende Ta belle stellt die ver-
wendeten Symbole der Eingabedaten dar.
Modellierung und Datengrundlage
Symbole
124
α
k
Produktionsmengenanteil der Produktart k
f
ko
Anteil der Werkst¨ucke der Produktart k, die den o-ten
Arbeitsgang durchlaufen
k Index der Produktarten
K Anzahl der Produktarten
m Index der Stationen (Gruppen identischer Maschinen)
M Anzahl der Stationen ( einschl. Transportstation)
m
ko
Nummer der Station des o-ten Arbeitsgangs der
Produktart k
t
ko
Bearbeitungszeit des o-ten Arbeitsgangs der Produktart k
Auswertung der Arbeitspl¨ane
Produktartbe zogene Daten
Durchschnittliche Anzahl von Bearbeitungen an einem Werkst¨uck der Produktart k an
Station m (pro Durchlauf durch das gesamt e FFS:
v
km
=
X
o|m
ko
=m
f
ko
k = 1, 2, ..., K; m = 1, 2, ..., M − 1
Durchschnittliche Bearbeitungszeit eines Werkst¨ucks der Produktart k an Station m (je
Bearbeitung):
b
km
=
1
v
km
·
X
o|m
ko
=m
f
ko
·t
ko
k = 1, 2, ..., K; m = 1, 2, ..., M − 1
Auswertung der Arbeitspl¨ane
Produktartbe zogene Daten
Produktart Station Anzahl Bearbeitungszeit pro
k m Besuche Werkst¨uck Arbeitsgang
1 1 6 540.0 90.0
2 1 229.0 229.0
3 5 950.0 190.0
2 1 2 180.0 90.0
2 1 639.0 639.0
3 1 470.0 470.0
3 1 2 180.0 90.0
3 2 315.0 157.5
4 1 3 270.0 90.0
2 1 19.0 19.0
3 2 270.0 135.0
v
km
b
km
125
Auswertung der Arbeitspl¨ane
Aggregation der produktartbezogenen Daten
durchschnitt liche Anzahl von Bearbeitungen an Station m (pro Durchlauf eines durch-
schnittlichen Werkst¨ucks durch das FFS (Besuchsh¨aufigkeit):
v
m
=
K
X
k=1
α
k
· v
km
m = 1, 2 , ..., M − 1
durchschnitt liche Bearbeitungszeit eines Werkst¨ucks an Station m (je Bearbeitungsvor-
gang):
b
m
=
1
v
m
·
K
X
k=1
α
k
· v
km
· b
km
m = 1, 2 , ..., M − 1
Auswertung der Arbeitspl¨ane
Aggregation der produktartbezogenen Daten
m v
m
b
m
1 3.0 90.00
2 0.6 295.67
3 2.4 193.33
Summe 6.0
Auswertung der Arbeitspl¨ane
Aggregation der produktartbezogenen Daten
relative Ankunftsh¨aufigkeit eines Werkst¨ucks an Maschine m (je Werkst¨uckbewegung
zwischen zwei Arbeitsg¨angen, d. h. nachdem ein Tra nsportvorg ang erfolgt ist):
p
m
=
v
m
M−1
P
i=1
v
i
m = 1, 2 , ..., M − 1
p
M
=
M−1
X
m=1
p
m
= 1
126
Auswertung der Arbeitspl¨ane
Aggregation der produktartbezogenen Daten
durchschnitt liche Arbeitsbelastung an Station m (je einmaligem Durchlauf durch das
Warteschlangennetzwerk):
w
m
= p
m
· b
m
m = 1, 2, ..., M
Auswertung der Arbeitspl¨ane
Aggregation der produktartbezogenen Daten
m v
m
b
m
p
m
w
m
1 3.0 90.00 0.5 45.000
2 0.6 295.67 0.1 29.567
3 2.4 193.33 0.4 77.333
Summen 6 .0 1.0
4 6.0 5.9 1.0 5.9
Modellauswertung
Unbegrenzte Anzahl Paletten
X
max
e
=
S
e
b
e
e = arg max
m
p
m
·b
m
S
m
X
m
=
p
m
p
e
· X
max
e
m = 1, 2, ..., M
U
m
=
b
m
· X
m
S
m
m = 1, 2, ..., M
Literaturhinweis
G¨unther and Tempelmeier (2016) , S. 94 –96
127
Ergebnisse
Unbegrenzte Anzahl Paletten
Engpaßs tation: Station 3
Station 3: X(3) = 1/193.330 0.0051725
Produktionsraten:
Station 1: X(1) = 0.0051725 · 0.50/0.40 0.0064656
Station 2: X(2) = 0.0051725 · 0.10/0.40 0.0012931
Station 3: X(3) = 0.0051725 · 0.40/0.40 0.0051725
Station 4: X(4) = 0.0051725 · 1.00/0.40 0.0129313
Auslastungen:
Station 1: U(1) = 0.0064656 · 90.000/1 58.19%
Station 2: U(2) = 0.0012931 · 295.670/1 38.23%
Station 3: U(3) = 0.0051725 · 193.330/1 100.00%
Station 4: U(4) = 0.0129313 · 5.900/1 7.63%
Annahmen der Mittelwertanalyse:
➲ Es befinden sich immer genau N Paletten mit Werkst¨ucken im FF-System.
✔ Diese Annahme ist erf¨ullt, wenn der Nachschub an unbear-
beiteten Werkst¨ucken sichergestellt ist. Dies kann durch
Einrichtung eines FF S-nahen Rohteilelagers gew¨ahrleistet
werden.
➲ Jeder Station ist ein Warteraum zugeordnet, der so groß ist, daß bei Be-
darf alle Paletten darin Platz finden. Dadurch wird verhindert, daß an
einer Maschine Blockierungen aufgrund beschr¨ankten lokalen Speicher-
platzes auftreten. Eine Maschine steht damit immer zur Bearbeitung des
n¨achsten Werkst¨ucks bereit, sobald sie die Bearbeitung eines Werkst¨ucks
abgeschlossen hat.
✔ Diese Annahme ist ann¨ahernd erf¨ullt, wenn einer Station
mehrere maschinennahe Speicherpl¨at ze (z. B. ein Rund-Palettenspeicher
mit mehreren Stellpl¨atzen) ang egliedert ist oder wenn in
dem FF-System ein Zentralpuffer vorhanden ist und das
Tra nsportsystem ausreichend schnell und gering ausgelastet
ist. In diesem Fall wirken die Zentr alpufferpl¨atze wie lokale
Pufferpl¨atze an den Maschinen.
➲ In einer Station k¨onnen mehrere Bedienungseinrichtungen ( ersetzende Maschi-
nen, Fahrzeuge) zusammengefaßt sein. In diesem Fall enth¨alt der Warter-
aum der Station die gemeinsame Warteschlange aller Werkst¨ucke, die a uf
die Maschinen dieser Station warten.
✔ Diese Annahme kann als erf¨ullt betrachtet werden, wenn ein
Zentralpuffer eingesetzt wird und die Verz¨ogerungen durch
den Transfer der Werkst¨ucke von den Maschinen zu den
Pufferpl¨atzen vernachl¨assigbar sind und die in einer Station
128
zusammengefaßten Maschinen auch w¨ahrend des System-
betriebs aufgrund ihrer Ausstattung mit Werkzeugen funk-
tional austauschbar bleiben.
➲ An allen Stationen wird die FCFS-Warteschlangendisziplin verfolgt.
✔ Die in der Praxis eingesetzten Warteschlangendiziplinen, nach
denen entschieden wird, welches in einem Puffer wartende
Werkst¨uck als n¨achstes zu bear beiten ist, sind derzeit vor
allem FCFS-Disziplinen.
➲ Die Bearbeitungszeiten der Werkst¨ucke an den St ationen sind exponen-
tialverteilt.
✔ Aus der Sicht eines Werkst¨ucks ist die Bearbeitungszeit f¨ur
einen Arbeitsgang i. a. deterministisch vorgegeben. Aus der
Sicht einer Maschine, die von vielen Werkst¨ucken mit un-
terschiedlichen Bearbeitungszeiten belegt wird, unterliegen
die Bearb eitungszeiten zuf¨alligen Schwankungen. Die An-
nahme einer Exp onentialverteilung kann daher of t in grober
Ann¨aherung gelten.
Modellauswertung
Begrenzte Anzahl Paletten (Mean-Value Analysis, MVA)
mittlere Durchlaufzeit eines Werkst¨ucks an Station m:
D
m
(N) = b
m
· A
m
(N) + b
m
m = 1, 2, ..., M
A
m
(N) = Q
m
(N − 1) m = 1, 2, ..., M
mittlere Produktionsrate der Station m (nach Little’s Gesetz):
L = λ · W
D(N) =
M
X
m=1
p
m
· D
m
(N)
129
Modellauswertung
Begrenzte Anzahl Paletten
D(N) =
M
X
m=1
p
m
· D
m
(N)
X(N) =
N
M
P
m=1
p
m
· D
m
(N)
X
m
(N) = p
m
·
N
M
P
m=1
p
m
· D
m
(N)
Q
m
(N) = X
m
(N) · D
m
(N) m = 1, 2, ..., M
Mittelwertanalyse (MVA)
Begrenzte Anzahl Paletten
Q
m
(0)=0 m=1,2,...,M
For n = 1, ..., N
A
m
(n) = Q
m
(n − 1) m=1,2,...,M
D
m
= [1 + A
m
(n)] · b
m
m=1,2,...,M
X(n) =
n
P
p
i
· D
i
(n)
X
m
(n) = p
m
· X(n) m=1,2,...,M
Q
m
(n) = X
m
(n) · D
m
(n) m=1,2,...,M
endfor
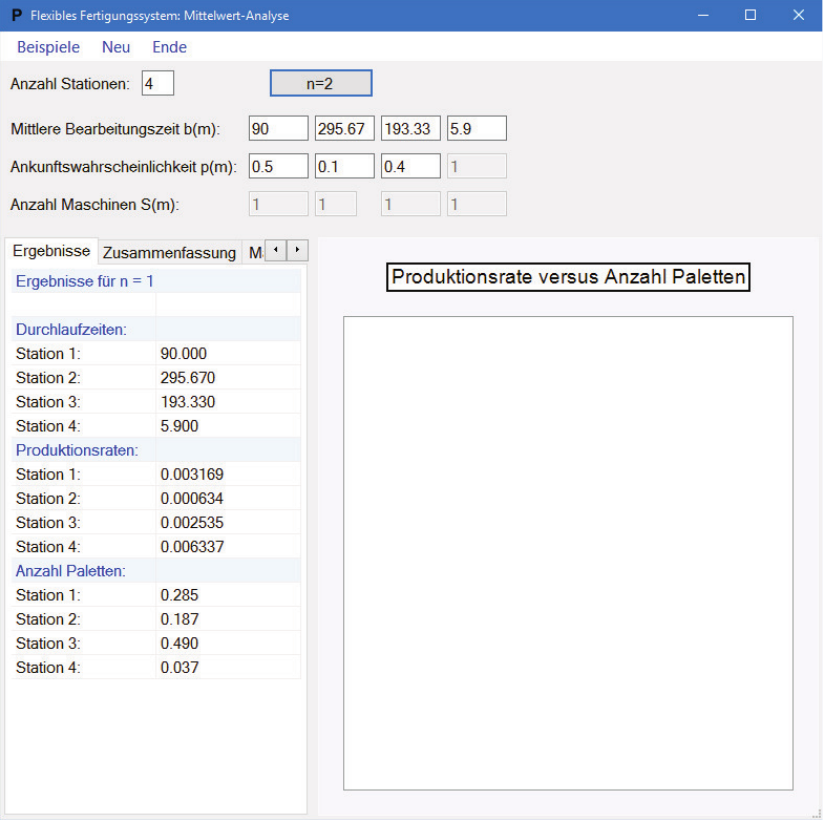
Die folgenden Berechnungen wurden mit dem Produktions-Management-Trainer durchgef¨uhrt:
130
131
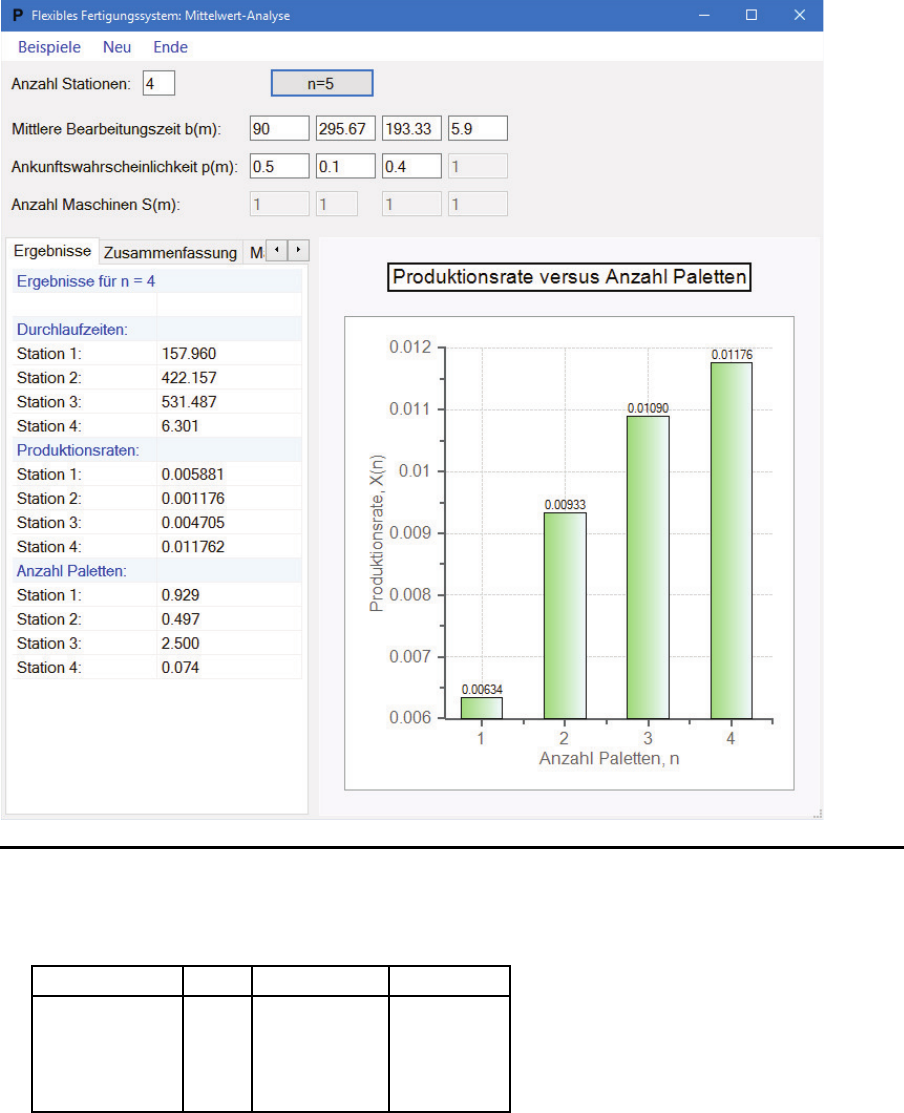
Mittelwertanalyse (MVA)
Begrenzte Anzahl Paletten
m X
m
U
m
Station 1 1 0.005881 52.93%
Station 2 2 0.001176 34.77%
Station 3 3 0.004704 90.95%
Tra nsport 4 0.011761 6.94%
Die statische Betrachtungsweise vernachl¨assigt den Umstand, daß bei begrenzter An-
zahl Paletten im FFS – was ¨ublicherweise der Fall ist – der Engpaß nicht zu 100%
ausgelastet ist. Zirkulieren in dem obigen FFS z. B. nur vier Paletten, dann kommt
es h¨aufig vor, daß die Engpaßstation (Stat ion 3) unbesch¨aftigt ist, weil sich gerade kein
Werkst¨uck im FFS befindet, dessen n¨achster Arbeitsgang an dieser Station durchzuf¨uhren
ist. Dies wird umso h¨aufiger vorkommen, je ¨ofter die Paletten an den anderen Statio-
nen aufgehalten werden. Um den angesprochenen systematischen Fehler der statischen
132
Betrachtungsweise zu vermeiden, muß bei geringer Anzahl Paletten korrekterweise ein
Warteschlangenansatz, z. B. die MVA, verwendet werden.
Der Unt erschied der Ergebnisse ist im obigen Beispiel vergleichsweise gering, weil es in
dem betrachteten FFS einen eindeutigen Engpaß (Station 3) gibt, dessen Auslastung
wesentlich h¨oher ist als die Auslastung der anderen Maschinen. Der durch die statische
Betrachtung entstehende Fehler wird aber umso gr¨oßer, j e a usgeglichener die Belastun-
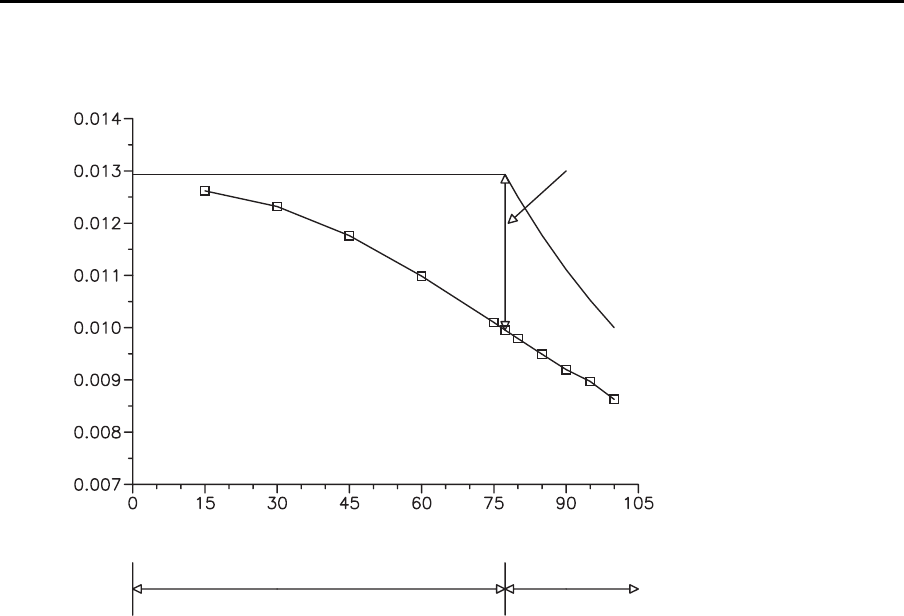
gen der Maschinen des FFS sind. Dies wird durch das fo lgende Bild deutlich, wobei die
Arbeitsbelastung der Maschine 1 schrittweise bei konstanter Arbeitsbelastung der Mas-
chine 3 variiert wurde. Solange die Arbeitsbelastung der Maschine 1 kleiner als 77.333
ist, bildet die Maschine 3 den Engpaß.
Der Fehler hinsichtlich der Absch¨atzung der Produktionsrate des F FS (hier: gemessen
als Produktionsrate des FTS) steigt in Abh¨ang igkeit vo n dem Unterschied zwischen den
Belastungen beider Maschinen im vo r liegenden Fall auf maximal 29.90%. Das zeigt das
folgende Bild.
Ver¨andert man die mittlere Bearbeitungszeit an Maschine 1 so, daß deren Arbeitsbelas-
tung sich erh¨oht ( alle anderen Daten bleiben gleich), dann verschiebt sich der Engpaß
des FFS (jetzt Maschine 1) und die Maschine 3 (war vorher Engpaß) wird nun zur am
zweith¨ochsten ausgelasteten Maschine. Mit weiterer Erh¨ohung der Belastung der Mas-
chine 1 vergr¨oßert sich nun der Abstand der Belastungen der Maschinen 1 (Engpaß) und
3 und der Fehler sinkt wieder. Da in der betrieblichen Praxis i. a. eine ausgeglichene
Arbeitsbelastung der Stationen angestrebt wird, ist regelm¨aßig mit erheblichen Ab-
sch¨atzungsfehlern infolge der statischen Betrachtung des FFS zu rechnen. Mit der MVA
wird dieser Fehler vermieden.
Planungsfehler
Statische Analyse
CQN-Modell
Maschine 3 ist Engpaß
Maschine 1 ist Engpaß
Arbeitsbelastung der Maschine 1
Max. Fehler: 29.9 %
Produktionsrate des FFS
133
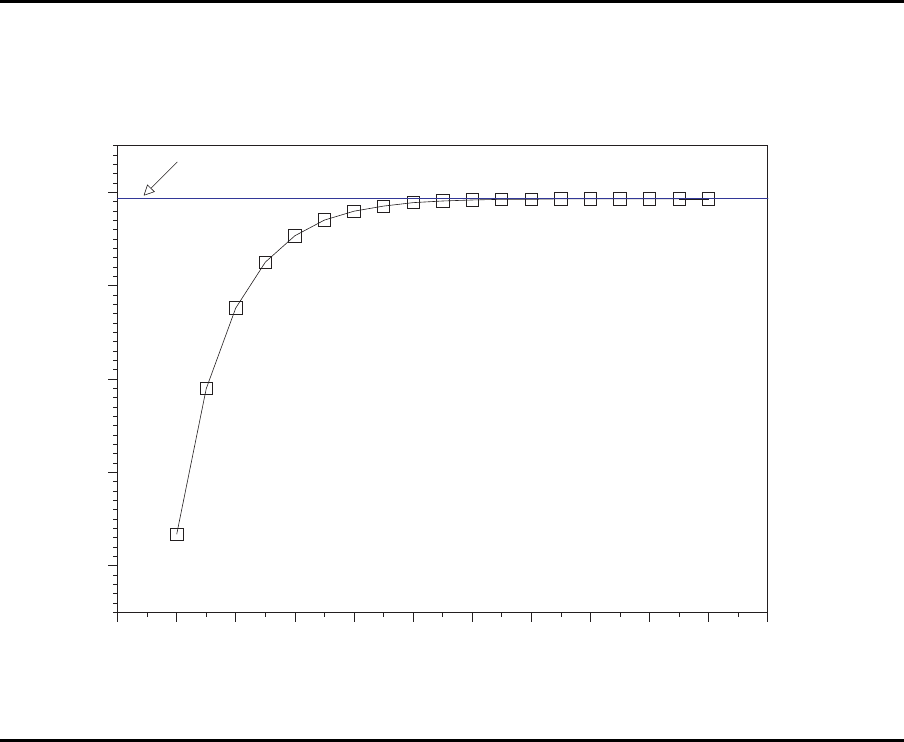
18.3 Sensitivit¨atsanalyse
Sensitivit¨atsanalyse
Produktionsrate des FF-Systems versus Anzahl Paletten
0.009
0.010
0.011
0.012
0.013
Produktionsra
te des Transportsystems
0 2 4 6 8 10 12 14 16 18 20 22
Anzahl Paletten im FFS
maximale Produktionsrate bei unbegrenzter Anzahl Paletten
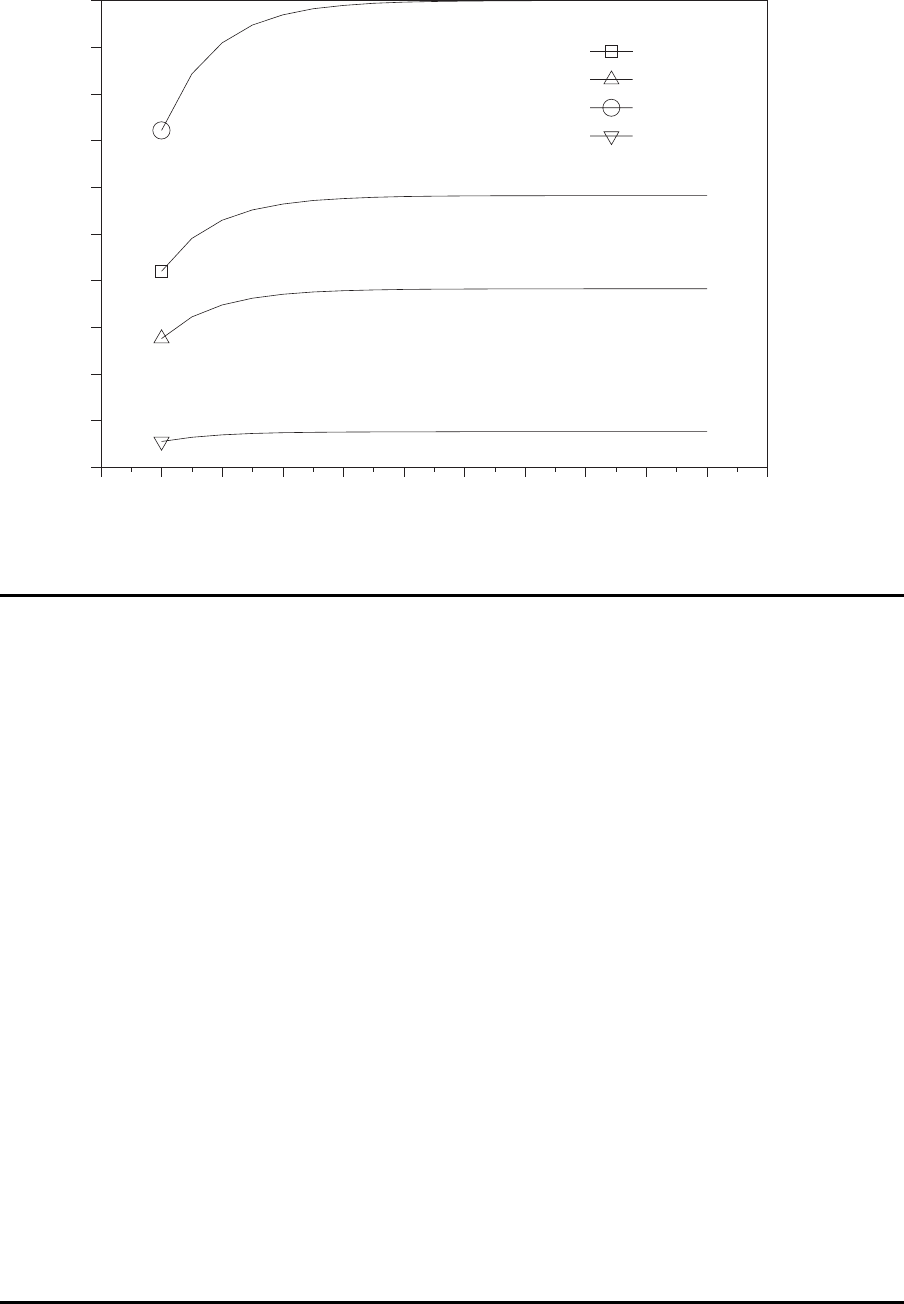
Sensitivit¨atsanalyse
Auslastungen versus Anzahl Paletten
134
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Auslastungen
0 2 4 6 8 10 12 14 16 18 20 22
Anzahl Paletten im FFS
Station 1
Station 2
Station 3
Transport
Sensitivit¨atsanalyse
Weitere Aspekte
• Anzahl Maschinen, Fahrzeuge, Spannpl¨atze
• Produktionsmengenanteile
• Struktur der Arbeitspl¨ane
• Bearbeitungszeiten
18.4 Numerische Ergebnisse
Im folgenden werden f¨ur FF-System die Ergebnisse der analytischen Berechnungen (MVA)
mit Simulationsergebnissen verglichen. Die Daten stammen aus der betrieblichen Praxis.
Die Qualit¨at der Leistungsapproximation wird jeweils anhand eines speziell f¨ur das betra-
chtete FF-System entwickelten detaillierten Feinsimulationsmodells ¨uberpr¨uft, in dem alle
in einem FF-System a blaufenden Spann-, Bearbeitungs- und Transport prozesse als deter-
ministische Vorg¨ange, nachgebildet werden. Dies gilt insbesondere auch f¨ur die Abbildung
der Inanspruchnahme des Materialflußsystems durch die Werkst¨ucke, wobei Leerfahrten
der Fa hr zeuge und Fahrten zwischen Maschinen und dem zentralen Puffer des FF-Systems
in der Simulatio n ber¨ucksichtigt werden. St¨orungen aufgrund von Maschinenausf¨a llen,
Werkzeugbruch, Mangel an Materialnachschub etc. wurden nicht ber¨ucksichtigt.
135
System A
FTS
Puffer
M1
M2
Spann
System A
Berechnung versus Simulation
Simulation MVA Differenz
Produktionsrate 0.002004 0.001960 -2.20%
Durchlaufzeit 1986 2041 +2.72%
Auslastung Maschine 1 0.93 0.91 -.02
Auslastung Maschine 2 0.36 0.35 -.01
Auslastung Spannplatz 0.54 0.53 -.01
Auslastung FTS 0.14 0.07 -.07
136