8
Teil VIII
Produktionszentren
16 Produktionsinseln
16.1 Einf¨uhrung
Produktionsinseln
Vergleich mit der Werkstattproduktion
+ Vereinfachter Materialfluß
+ Einsparung im Planungsaufwand
+ Bessere
¨
Ubersicht
− Verzicht auf Pooling-Effekte
Verzicht auf Pooling: Eine Drehmaschine in Insel A ist unbesch¨aftigt, w¨ahrend gleich-
zeitig vor einer Drehmaschine in Insel B eine Warteschlange besteht. Pooling bedeutet,
daß b eide Drehmaschinen durch eine gemeinsame Warteschlange versorgt werden. Das
ist bei Inselproduktion aber ausgeschlossen.
Produktionsinseln
Fra gen
• Welche Produkte sollen zu einer Produktfamilie zusammengefaßt werden sollen?
• Welche Maschinen sollen r ¨aumlich nahe beieinander aufg estellt werden?
Produktionsinseln
Planungsanl¨asse
• Umstellung einer Werkstattfertigung auf Fertigungsinseln o hne
¨
Anderung des Au-
tomatisierungsgrades (d. h. mit unver¨anderter Technik)
• Umstellung einer Werkstattfertigung durch Einf¨uhrung eines Flexiblen Fertigungssys-
tems
105
16.2 Optimierungsmodell zur Konfiguration einer Produktions-
dinsel
Literaturhinweis
Tempelmeier (2018), Aufga be A4.5
Symbole
Daten:
a
jk
Kapazit¨atsbedarf von Produ k tart j bez¨uglich Maschinentyp k
i ∈ I Maschinengruppen bzw. Produktionsinseln
j ∈ J Prod uktarten
k ∈ K Maschinentypen
M H¨ochstanzahl von Maschinen je Maschinengruppe
Entscheidungsvariablen:
x
ij
=
(
1 falls Produktart j der Maschinengruppe i zugeordnet wird,
0 sonst.
y
ik
=
1
falls eine Maschine des Typs k der Maschinen-
gruppe i
zugeordnet wird
,
0 sonst.
Modell
I
Minimiere Z =
X
i∈I
X
k∈K
y
ik
u. B. d. R.
X
i∈I
x
ij
= 1 j ∈ J
X
j∈J
a
jk
· x
ij
≤ y
ik
i ∈ I, k ∈ K
X
k∈K
y
ik
≤ M i ∈ I
106
Modell
II
x
ij
∈ {0, 1} i ∈ I, j ∈ J
y
ik
∈ {0, 1} i ∈ I, k ∈ K
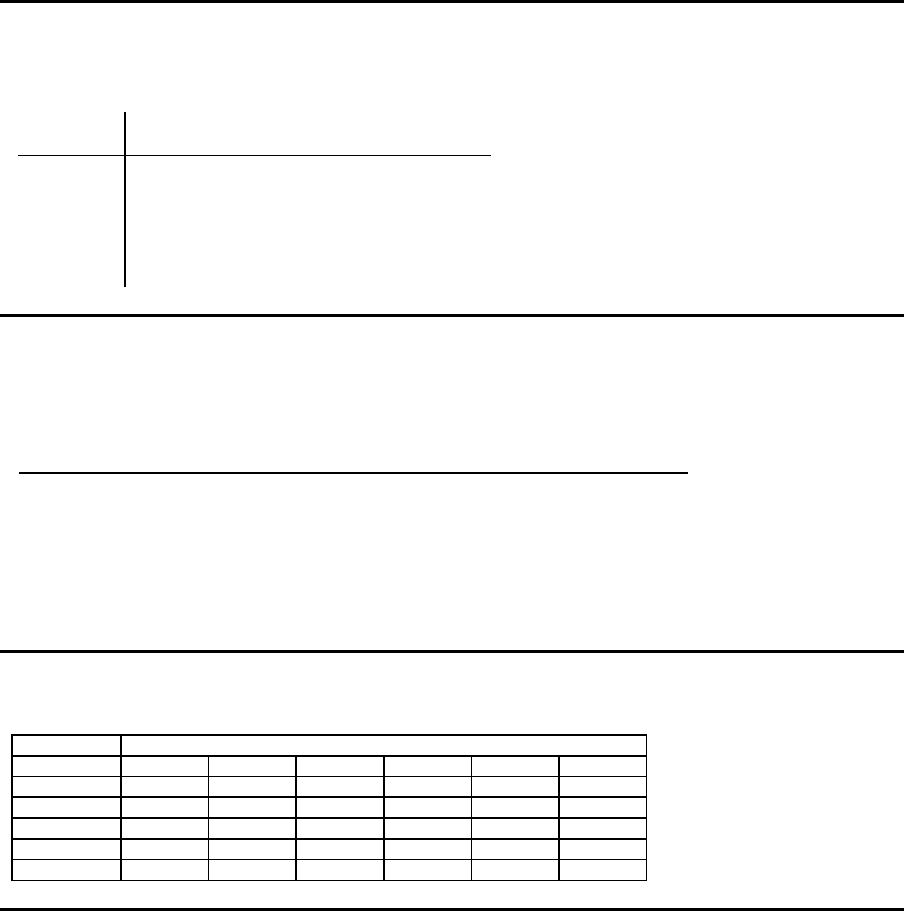
Beispiel
Mittlere Belastung der Mas chine I durch Produktart j
Maschinen-
Erzeugnisart
typ
E1 E2 E3 E4 E5 E6 E7 Summe
M1 0.3 – – – 0.6 – – 0.9
M2
– 0.3 – 0.3 – – 0.1 0.7
M3
0.4 – – 0.5 – 0.3 – 1.2
M4
0.2 – 0.4 – 0.3 – 0.5 1.4
M5
– 0.4 – – – 0.5 – 0.9
M6
– 0.2 0.3 0.4 – – 0.2 1.1
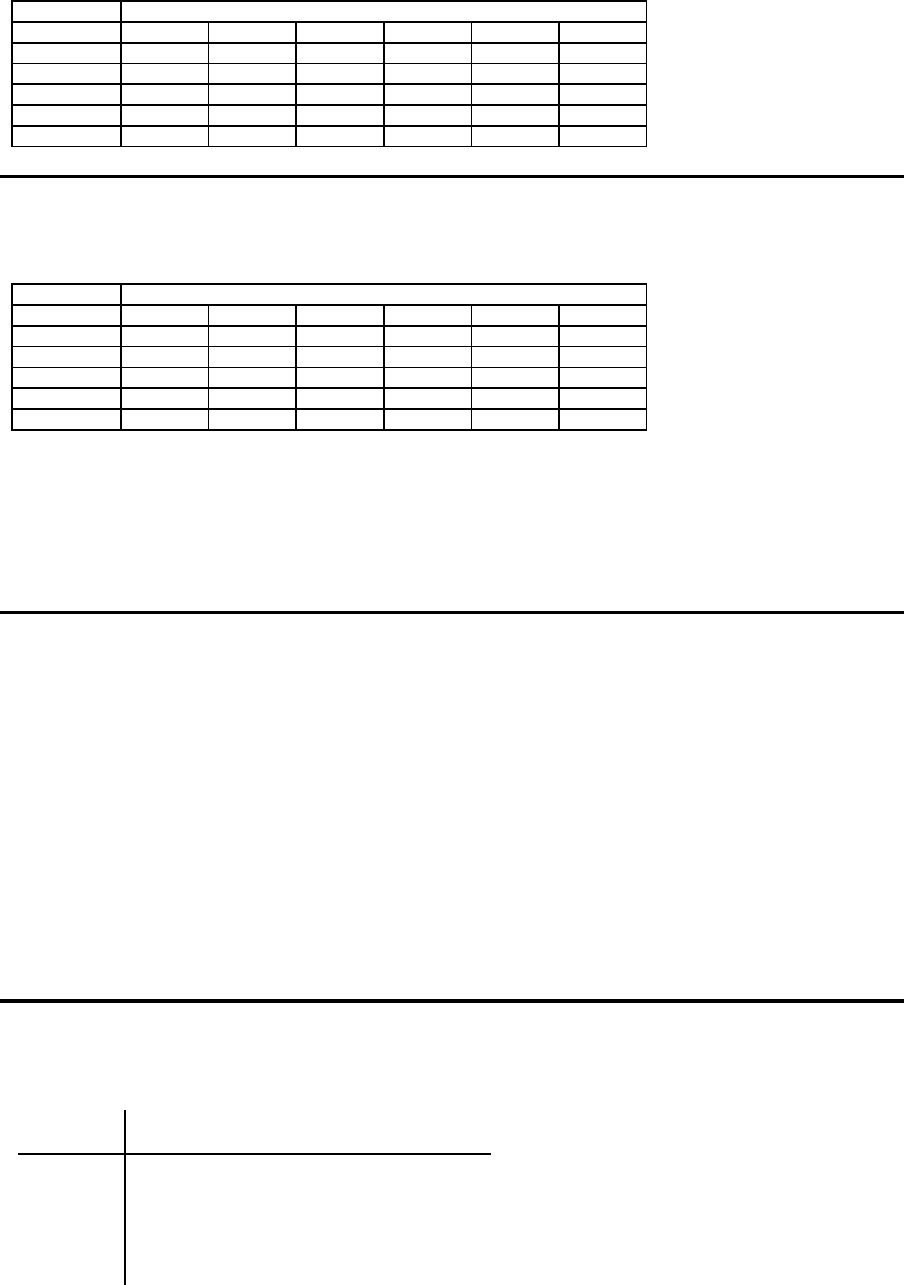
Optimierungsmodell
Optimale L¨osung
Maschinen- Erzeug- Maschi- Rest-
gruppe nisse nen kapazit¨at
1 E2, E4, E6 M2, M3, M5, M6 M2(0.4), M3(0.2), M5(0.1), M6(0.4)
2 E1, E5 M1, M3, M4 M1(0.1), M3(0.6), M4(0.5)
3 E3, E7 M2, M4, M6 M2(0.9), M4(0.1), M6(0.5)
16.3 Sortierung der Maschinen/Produkt-Matrix
Maschinen/Produkt-Matrix
Pro dukt
1 2 3 4 5 6
Maschine 1 1 1
2 1 1
3 1 1
4 1 1 1
5 1 1 1
107
Maschinen/Produkt-Matrix
Sortieren der Zeilen
Pro dukt
1 2 3 4 5 6
Maschine 5 1 1 1
3 1 1
4 1 1 1
2 1 1
1 1 1
Maschinen/Produkt-Matrix
Sortieren der Spal ten
Pro dukt
1 4 6 3 2 5
Maschine 5 1 1 1
3 1 1
4 1 1 1
2 1 1
1 1 1
16.4 Verfahren von Askin
Literaturhinweis
Tempelmeier (2018), Aufg abe A4.5
Verfahren von Askin
Annahmen
• jedes Erzeugnis wird innerhalb einer Maschinengruppe komplett bearbeitet;
• die Kapa zit¨atsgrenzen der einzelnen Maschinen werden beachtet, d. h. die Belastung
einer Maschine darf nicht gr¨oßer als 1 sein;
• jede Maschinengruppe nimmt nur eine vorgegebene Anzahl von Maschinen eines
Typs auf (im betrachteten Beispiel nur eine einzige Maschine eines Typs);
• die maximale Anzahl von Maschinen innerhalb einer G ruppe ist vorgegeben.
Beispiel
Daten (Wiederholung)
Maschinen-
Erzeugnisart
typ
E1 E2 E3 E4 E5 E6 E7 Summe
M1 0.3 – – – 0.6 – – 0.9
M2
– 0.3 – 0.3 – – 0.1 0.7
M3
0.4 – – 0.5 – 0.3 – 1.2
M4
0.2 – 0.4 – 0.3 – 0.5 1.4
M5
– 0.4 – – – 0.5 – 0.9
M6
– 0.2 0.3 0.4 – – 0.2 1.1
108

Beispiel
Ergebnis de r Sortierung
Maschinen- Erzeugnisart
typ E1 E5 E7 E3 E4 E6 E2
M4 0.2 0.3 0.5 0.4 – – –
M3 0.4 – – – 0.5 0.3 –
M1 0.3 0.6 – – – – –
M6 – – 0.2 0.3 0.4 – 0.2
M2 – – 0.1 – 0.3 – 0.3
M5 – – – – – 0.5 0.4
16.5 Leistungsanalyse von Pro duktionsinseln
Literaturhinweis
Tempelmeier (2018), Aufg abe A4.6
109