
Fließproduktion: Drei-Stationen-System mit beschränktem Puffer
Bei der Flieþproduktion werden die Arbeitssysteme (Arbeitspl‰tze, Stationen) dem typischen Produktionsablauf der Produkte folgend linear hintereinander angeordnet. Alle Produkte durchlaufen das Produktionssystem in derselben Richtung. Um einen gleichm‰þigen Materialfluþ zu erreichen, wird die gesamte mit einem Produkt verbundene Arbeitslast mˆglichst gleichm‰þig auf die Stationen verteilt. Dadurch kˆnnen die einzelnen Werkst¸cke mit einem gleichbleibenden Rhythmus von Station zu Station weitergegeben werden. Es besteht also eine zeitliche Abstimmung. Ist der Materialfluþ asynchron, d.h. kann jede Produkteinheit unabh‰ngig von den anderen Produkteinheit bewegt werden, dann spricht man von einer Flieþproduktionslinie. Im folgenden Bild ist eine solches Produktionssystem schematisch dargestellt.

Wenn der Platz zwischen den Stationen begrenzt ist, dann kann man das System nicht mehr in voneinander unabh‰ngige Warteschlangensysteme zerlegen. Vielmehr muþ man den Einfluþ der begrenzten Puffergrˆþen auf den Materialfluþ modellieren. F¸r groþe Systeme mit vielen Stationen ist die exakte Analyse eines solches Systems schwierig bzw. unmˆglich. Besteht ein Flieþproduktionssystem jedoch aus zwei oder drei Stationen und sind die Bearbeitungszeiten exponentialverteilt, dann kann man den Einfluþ der begrenzten Puffer exakt berechnen. Bei vier oder mehr Stationen steigt der Rechenaufwand extrem an, so daþ man auf Approximationsverfahren zur¸ckgreift.
In diesem Modul wird ein Fließproduktionssystem mit drei Stationen betrachtet. Die Bearbeitungszeiten an den Stationen sind mit den Mittelwerten $\frac{1}{\mu_1}$, $\frac{1}{\mu_2}$ und $\frac{1}{\mu_3}$ exponentialverteilt. Station 1 verfügt über einen unbegrenzten Werkstückvorrat (never starved). Die Puffer vor Station 2 bzw. vor Station 3 haben eine beschränkte Aufnahmekapazität (Maximale Puffergrˆþe = 5).
Das Fließproduktionssystem wird mit einem Markov-Modell mit diskretem Zustandsraum und kontinuierlichem Parameter (=Zeit) abgebildet.
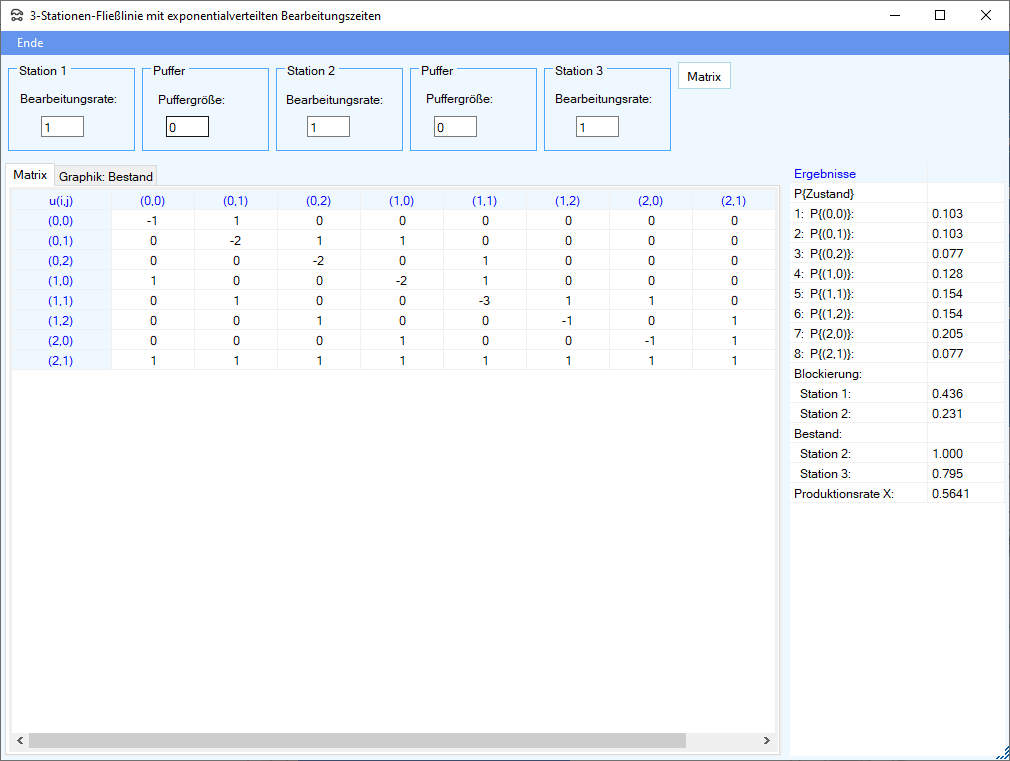
Es wird zunächst das Gleichungssystem zur Beschreibung der stationären Zustandswahrscheinlichkeiten aufgebaut. Dann wird die Lösung bestimmt.
Notation der Zustände: (x,y)
| x | Anzahl Werkstücke, die bereits an Station 1 bearbeitet worden sind, die aber Station 2 noch nicht verlassen haben (in Bearbeitung, im Puffer vor Station 2 wartend, an der blockierten Station 1 wartend) |
| y | Anzahl Werkstücke, die bereits an Station 2 bearbeitet worden sind, die aber Station 3 noch nicht verlassen haben (in Bearbeitung, im Puffer vor Station 3 wartend, an der blockierten Station 2 wartend) |
Symbole:
| $\mu_1$ | Bearbeitungsrate (1/mittlere Bearbeitungszeit eines Werkstücks) an der Station 1 |
| $\mu_2$ | Bearbeitungsrate (1/mittlere Bearbeitungszeit eines Werkstücks) an der Station 2 |
| $\mu_3$ | Bearbeitungsrate (1/mittlere Bearbeitungszeit eines Werkstücks) an der Station 3 |
| u(i,j) | Eintragung in dem Gleichungssystem zur Bestimmung der Zustandwahrscheinlichkeiten |
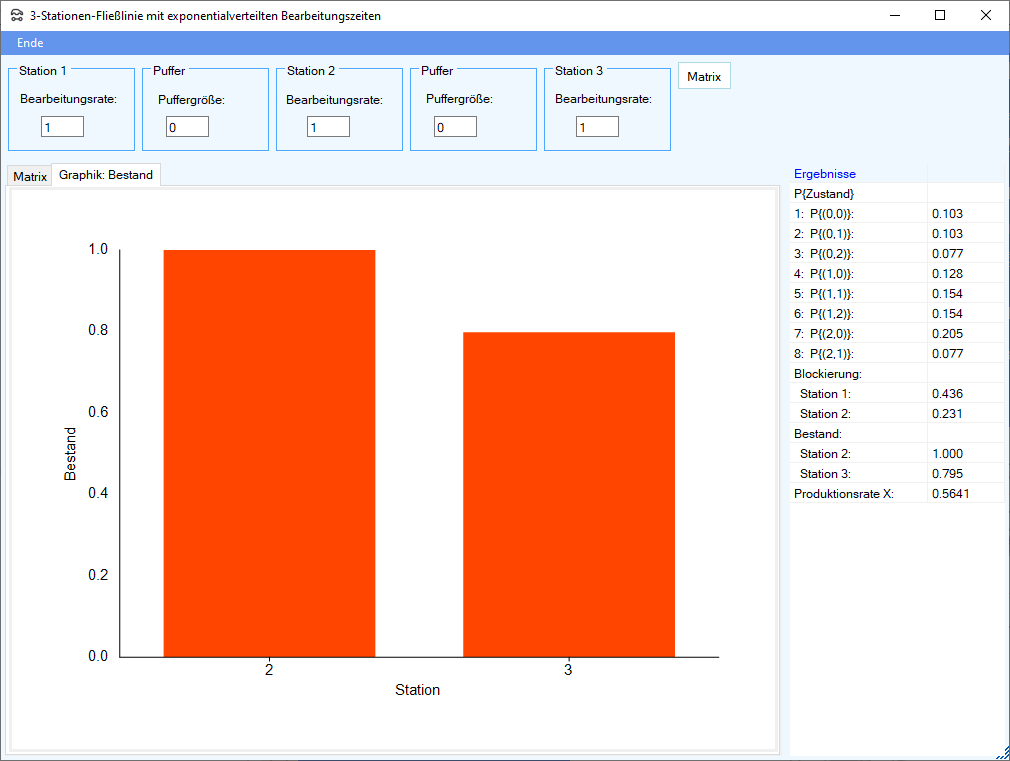
| X | mittlere Produktionsrate des Systems |
| RS | rechte Seite des Gleichungssystems |
Zur Bestimmung der stationären Zustandswahrscheinlichkeiten wird für jeden Knoten des Übergangsgraphen eine Gleichung aufgestellt. Anschließend wird das resultierende lineare Gleichungssystem gelöst.
Ansichten:
- Buzacott/Shanthikumar (1993), S. 189
- Hillier, F.S. und R.W. Boling, Finite Queues in Series with Exponential or
Erlang Service Times - A Numerical Approach, in: Operations Research 15(1967),
S. 286-303
Datenschutz | © 2021 POM Prof. Tempelmeier GmbH | Imprint