
Qualitätskontrolle: Prozeßkontrolle
Die Kontrolle der Fertigungsqualität der Produkte kann durch Prüfung sämtlicher produzierter Produkteinheiten oder aber durch die Prüfung ausgewählter Produkteinheiten erfolgen. Die Überprüfung aller Produkte ist oft entweder nicht wirtschaftlich, technisch undurchführbar oder führt zum Verlust der gesamten Produktion. Aus diesen Gründen wird häufig nur eine Stichprobe aus der Produktion gezogen. Wird die Auswahl und Auswertung der Stichprobe nach statistischen Methoden geplant, dann können hiermit ausreichend verläßliche Aussagen über das Niveau der Produktionsqualität im Zeitablauf getroffen werden.
Die Qualitätskontrolle kann sich auf eine bereits produzierte Produktmenge beziehen, z.B. auf einen abgeschlossenen Produktionsauftrag. In diesem Fall der Produktkontrolle (Abnahmeprüfung, acceptance sampling) interessiert man sich für die Qualität des Ergebnisses einer bereits beendeten Produktion. Das Ergebnis dieser Prüfung führt dann zu der Entscheidung, die gesamte Produktmenge als "gut" zu akzeptieren oder sie als "schlecht" abzulehnen. Solche Prüfungen finden z.B. regelmäßig der Wareneingangskontrolle von Unternehmen statt.
Andererseits kann sich sich auch fragen, ob der laufende Produktionsprozeß (z.B. in einem Fließproduktionssystem) noch unter Kontrolle ist. In diesem Fall der Prozeßkontrolle entnimmt man aus der laufenden Produktion eine Stichprobe von Produkteinheiten, untersucht diese und stellt dann fest, ob die Prozeßparameter noch in Ordnung sind oder nicht. Im letzeren Fall ändert man dann die Einstellungen des Prozesses so, daß die nächsten produzierten Produkte wieder der Qualitätsanforderungen entsprechen. Die Prozeßkontrolle ist eine statistische Qualitätskontrolle, bei der die Einhaltung der Produktionsqualität durch die regelmäßige Entnahme von Stichproben aus der laufenden Produktion überwacht wird. Dabei werden in begrenztem Umfang zufällige Schwankungen der Produktionsqualität toleriert, während systematische Schwankungen als Folgen fehlerhafter Einstellungen des Produktionsprozesses interpretiert werden.
In diesem Modul wird die Prozeßkontrolle einer einzelnen Variablen betrachtet werden (z.B. der Durchmesser eines zylindrischen Werkstücks). Eine entnommene Stichprobe wird analysiert, d.h. man berechnet den Mittelwert und die Spannweite der betrachteten Variablen. In der Prozeßkontrolle wird der Verlauf der Stichprobenmittelwerte ($\overline{x}$-Kartentyp) bzw. der Spannweitenmittelwerte ($R$-Kartentyp) im Vergleich zum Gesamtmittelwert der Stichproben bzw. Spannweiten beobachtet. Hilfmittel sind Qualitätskontrollkarten, in die man die berechneten Stichprobenergebnisse einträgt. Der Bereich, in dem die eingetragenen Werte liegen sollen, wird durch eine obere Kontrollgrenze und eine untere Kontrollgrenze begrenzt.
Die Bestimmung dieser Kontrollgrenzen auf der Basis vorhandener Stichprobenergebnisse wird in diesem Model gezeigt.
Nach Öffnung der Moduls sieht das Modul so aus:
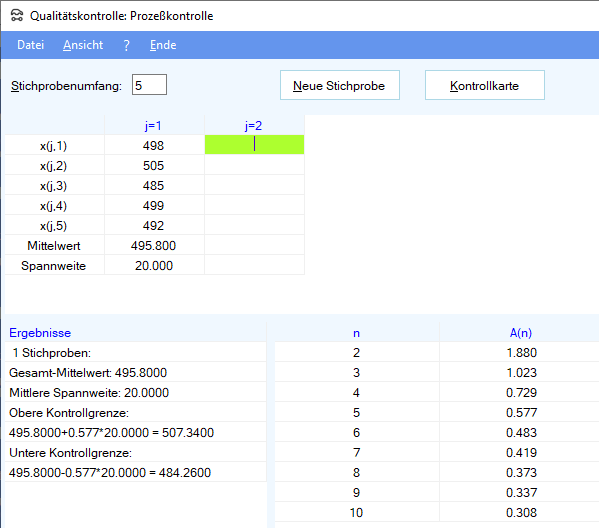
Nachdem der Stichprobenumfang festgelegt wurde, können jetzt die einzelnen Beobachtungswerte der Stichproben spaltenweise eingegeben werden. Sind alle Werte einer Stichprobe eingegeben, dann wird mit dem Schalter "Neue Stichprobe" in die nächste Spalte gesprungen und die Eingabe fortgesetzt.
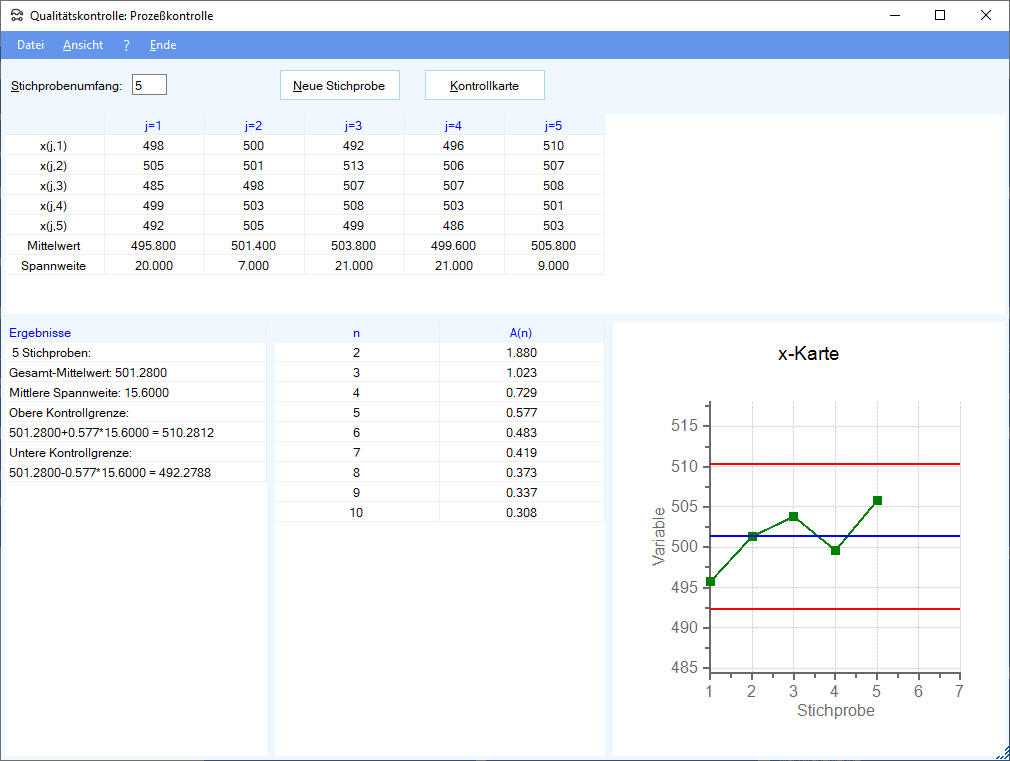
Nachdem alle Werte einer Stichprobe eingegeben worden sind, kann durch Wahl des Schalters "Kontrollkarte" die aktuelle Kontrollkarte mit den auf Basis der eingebenen Stichprobenwerte errechneten Kontrollgrenzen dargestellt werden. In der Praxis nimmt man dann eine derartige Graphik und trägt die Werte der zukünftigen Stichproben (im Bild die Stichproben 6,7,...) ein. Liegen diese neuen Werte außerhalb der Kontrollgrenzen, dann kann unterstellt werden, daß der Produktionsprozeß außer Kontrolle geraten ist und man ändert man die Einstellungen des Produktionsprozesses.
Symbole:
| x(i,j) | Einzelbeobachtung j aus der Stichprobe i |
| x | Gesamtmittelwert |
| n | Stichbrobenumfang |
| A(n) | Faktor zur Abgrenzung der Kontrollschranken bei einem Stichprobenumfang n und geforderter Kontrollgenauigkeit |
Annahmen:
-- Günther/Tempelmeier (2020a), Abschnitt 9.3
Datenschutz | © 2021 POM Prof. Tempelmeier GmbH | Imprint