
Fließproduktion: M/M/1-Warteschlangensysteme
Bei der Fließproduktion werden die Arbeitssysteme (Arbeitsplätze, Stationen) dem typischen Produktionsablauf der Produkte folgend linear hintereinander angeordnet. Alle Produkte durchlaufen das Produktionssystem in derselben Richtung. Um einen gleichmäßigen Materialfluß zu erreichen, wird die gesamte mit einem Produkt verbundene Arbeitslast möglichst gleichmäßig auf die Stationen verteilt. Dadurch können die einzelnen Werkstücke mit einem gleichbleibenden Rhythmus von Station zu Station weitergegeben werden. Es besteht also eine zeitliche Abstimmung. Ist der Materialfluß asynchron, d.h. kann jede Produkteinheit unabhängig von den anderen Produkteinheit bewegt werden, dann spricht man von einer Fließproduktionslinie.
Insbesondere dann, wenn die Stationen Handarbeitsplätze sind, muß davon ausgegangen werden, daß die Bearbeitungszeit einer Produkteinheit an einer Station nicht deterministisch ist. Vielmehr kommt es zu mehr oder weniger großen Schwankungen, so daß man die Bearbeitungszeiten als Zufallsvariablen betrachten kann. Im einfachsten Fall wird jeder Station des Fließproduktionssystems als ein einstufiges Warteschlangensystem modelliert. Das sieht dann so aus:

Nimmt man nun an, daß der Platz zwischen den Stationen ausreichend groß bzw. unbegrenzt ist und daß die Bearbeitungszeiten exponentialverteilt sind, dann kann man jede Station als ein $M/M/1$-Warteschlangensystem modellieren.
In diesem Modul wird ein asynchrones Fließproduktionssystem mit stochastischen (exponentialverteilten) Bearbeitungszeiten an den Stationen betrachtet. Die Puffer vor den Stationen sind unbegrenzt. Die einzelnen Stationen des Fließproduktionssystems werden als einstufige M/M/1-Warteschlangensysteme modelliert. Die Leistungskenngrößen (Durchlaufzeiten, Warteschlangenlängen) des Fließproduktionssystems lassen sich dann exakt berechnen.
Symbole:
| m | Stationsindex |
| b(m) |
mittlere Bearbeitungszeit an Station m |
| Q(m) | Warteschlangenlänge (Anzahl Werkstücke an der Station m) |
| U(m) | Auslastung an Station m |
|
W(m) |
Durchlaufzeit an Station m |
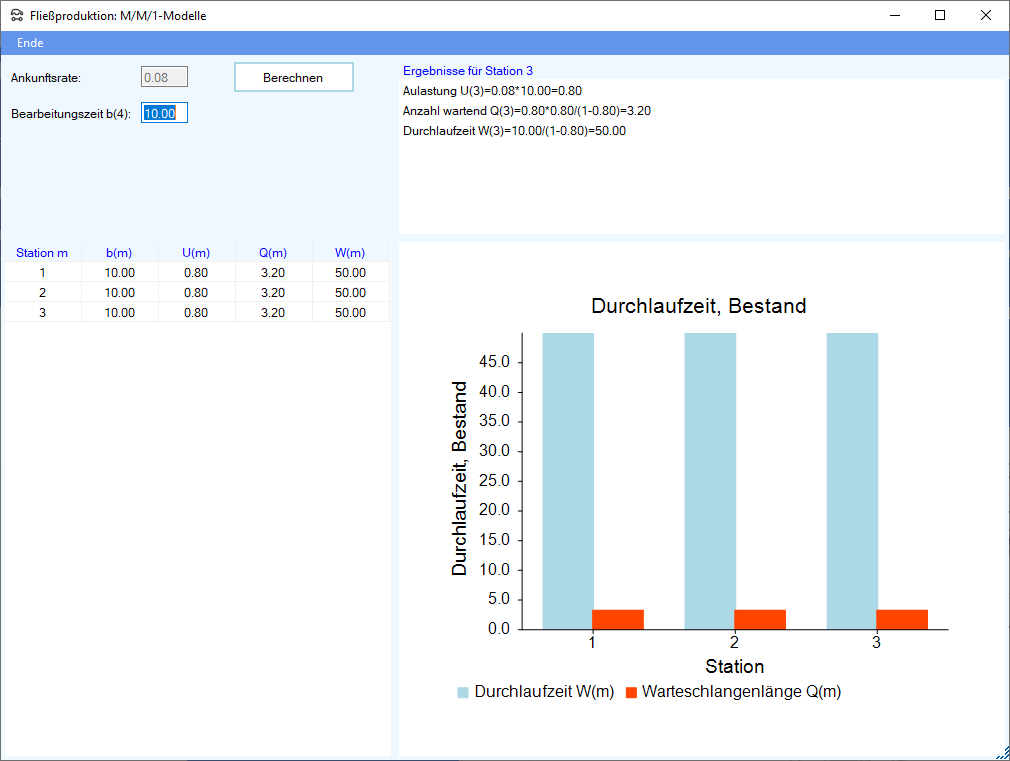
Ansicht:
Annahmen:
- Günther/Tempelmeier (2020a), Abschnitt 7.3.2
Datenschutz | © 2021 POM Prof. Tempelmeier GmbH | Imprint