
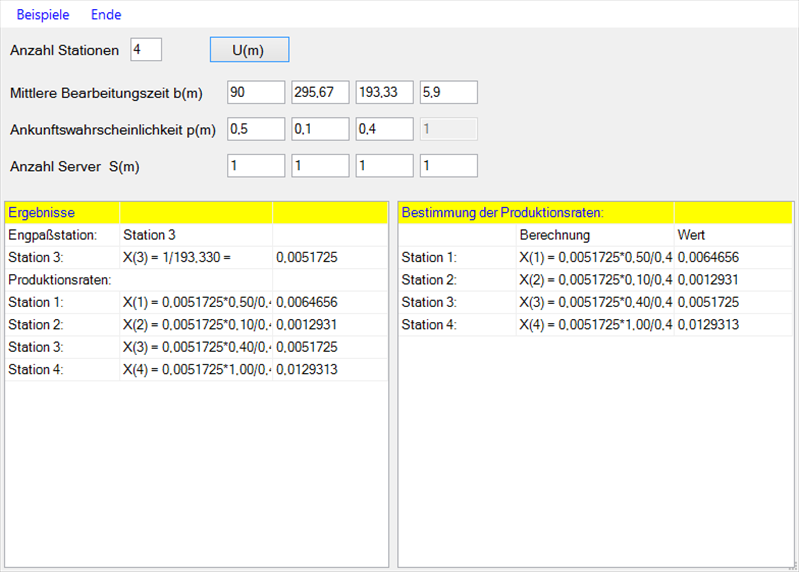
Ein flexibles Fertigungssystem wird
durch ein geschlossenes Warteschlangennetzwerk modelliert. Es wird eine unbegrenzte
Anzahl von Paletten im System angenommen. Das bedeutet, daß die Engpaßmaschine
(-station) niemals auf Werkstücke warten muß, also zu 100% ausgelastet ist.
Ausgehend von den Kenndaten der Engpaßmaschine (-station) werden die Kenndaten
für die anderen Maschinen (Stationen) im System bestimmt.
Achtung: Die statische Analyse kann
zu erheblichen Abschätzungsfehlern (Überschätzung der Systemleistung) führen,
wenn die Anzahl Paletten begrenzt ist und die Maschinen im FFS sehr gleichmäßig
ausgelastet sind. Als bessere Alternative bietet sich die Mittelwertanalyse an.
Symbole:
| m |
Stationsindex |
| b(m) |
mittlere Bearbeitungszeit einer
Palette an Station m |
| p(m) |
relative Zugangshäufigkeit einer Palette
an Station m |
| S(m) |
Anzahl Maschinen, Spannplätze, Transportfahrzeuge
etc. an Station m (auf 1 fixiert) |
| N |
Anzahl der Paletten im System |
Annahmen:
- Gültigkeit des klassischen CQN-Modells (CQN -
Closed Queueing Network)
- identische mittlere Bearbeitungszeit für alle
Palettentypen bei Stationen mit einer FCFS-Warteschlangendisziplin (FCFS - First Come First Served)
Ansicht:
Literatur:
- Tempelmeier/Kuhn (1992), S. 117-127
- Tempelmeier (2010)
- Günther/Tempelmeier (2013a)
|

