
Es wird ein Fließproduktionssystem analysiert, das nach dem Pull-Prizip mit Kanbans gesteuert wird.
Alle Bearbeitungszeiten sind exponentialverteilt. Gstettner und Kuhn haben gezeigt, daß es auch bei identischen mittleren Bearbeitungszeiten an allen Stationen nicht optimal sein muß, an allen Stationen
dieselbe Anzahl von Kanbans zu verwenden. Sie zeigen, daß man das Kanban-System mit denselben Methoden analysieren kann, die auch für die
Leistungsanalyse von Fließproduktionssystemen mit begrenzten Puffern eingesetzt werden.
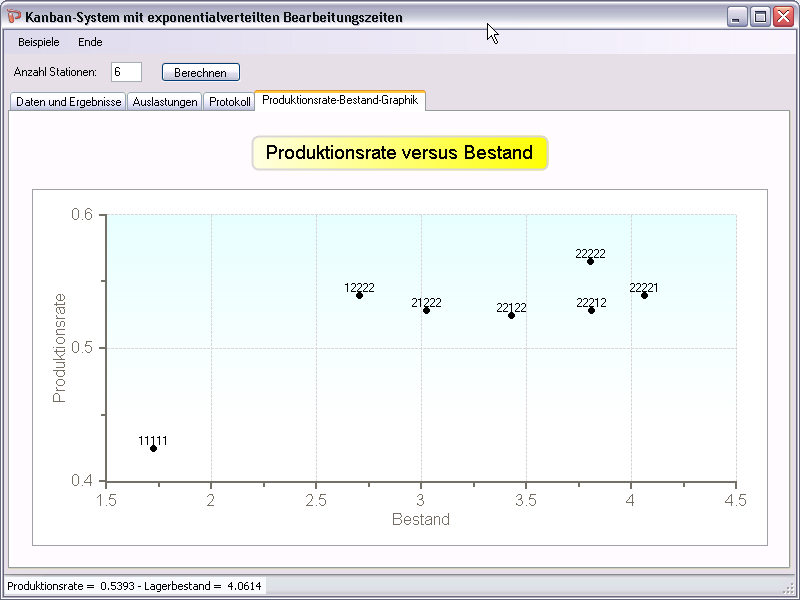
In diesem Modul werd für eine gegebene Verteilung der Karten auf die Stationen die Produktionsrate des Fließproduktionssystems und die mittleren Lagerbestände in den Puffern zwischen den Stationen bestimmt. Die Angaben zu den Lagerbeständen beziehen sich auf die Bestände im Ausgangspuffer der jeweiligen Station.
Darüberhinaus werden für jede Station die Auslastungsanteile "arbeitet", "leer" und "blockiert" berechnet.
Es wird unendliche Kundennachfrage angenommen. Daher kommt es an der letzten Station niemals zu Blockierungen und ein Kanban
reicht aus, um die Station ständig zu beschäftigen, solange aus der davorliegenden Station Nachschub an Material kommt.
Für jede analysierte Kartenverteilung wird ein Punkt in einem Diagramm angezeigt, daß die Beziehung zwischen Lagerbestand und Produktionsrate wiedergibt. In diesem Diagramm kann man durch gleichzeitiges Betätigen der Ctrl-Taste und Bewegen der Maus die Graphik vergrößern bzw. verkleinern. Mit der Shift-Taste und Bewegen der Maus kann die Ansicht innerhalb des Koordinatensystems verschoben werden.
Literatur:
Gstettner, S. und H. Kuhn (1996), Analysis of production control systems kanban and CONWIP. International Journal of Production Research, 11, S. 3253-3273
|

