 |
Es wird ein Fließproduktionssystem mit asynchronem
Materialfluß betrachtet. Die Bearbeitungszeiten an den M Stationen sind exponentialverteilt
. Vor den Stationen 2 bis M sind Puffer mit begrenztem Fassungsvermögen plaziert.
Als Puffergröße einer Station ist die Größe des Warteraums vor der Station plus
1 (für den Bearbeitungsplatz) anzugeben. Station 1 verfügt über unbeschränkten
Rohmaterialnachschub, d.h. sie ist niemals leer. Station M kann jedes fertiggestellte
Werkstück sofort abgeben, d.h. sie ist niemals blockiert.
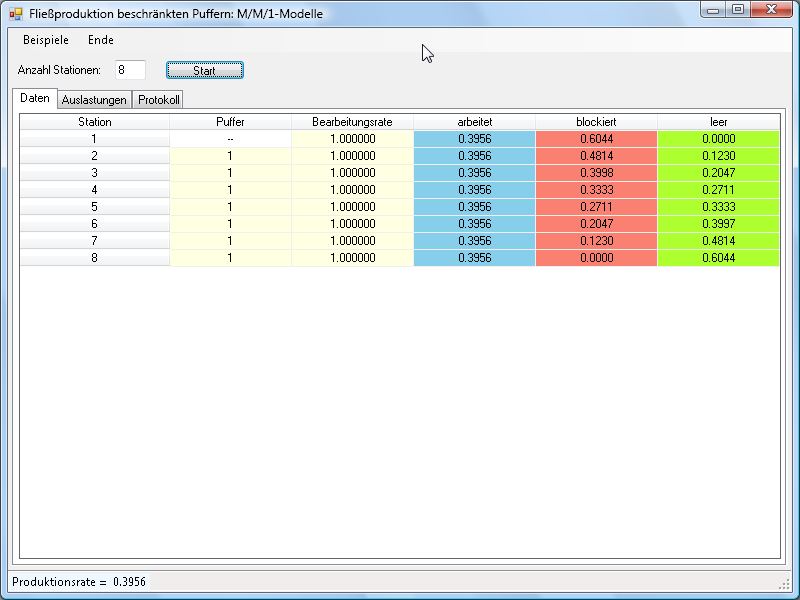
Gesucht ist die maximale Produktionsrate des gesamten Fließproduktionssystems.
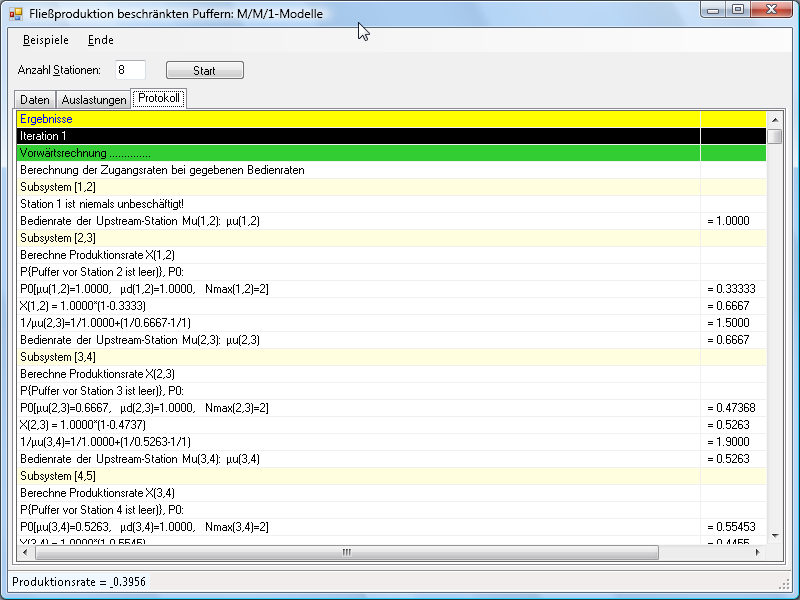
Das Fließproduktionssystem wird nach dem Dekompositionsansatz in M-1 Zwei-Stationen-Subsysteme
zerlegt, die jeweils aus einer Upstream-Station Mu und einer Downstream-Station
Md sowie einem dazwischen liegenden Puffer bestehen.
Die M-1 Subsysteme werden iterativ analysiert, wobei in einer Vorwärtsrechnung
bei gegebenen Bearbeitungsraten der Downstream-Stationen die Bearbeitungsraten
der Upstream-Stationen bestimmt werden. Anschließend werden in einer Rückwärtsrechnung
die Bearbeitungsraten der Downstream-Stationen bei gegebenen Bearbeitungsraten
der Upstream-Stationen berechnet. Diese Rechenschritte werden solange wiederholt,
bis sich die Werte nicht mehr ändern.
Annahme:
- exponentialverteilte Bearbeitungszeiten an allen Stationen
- beschränkte Puffergrößen vor den Stationen
- erster Station leidet niemals unter Materialmangle
- letzte Station ist niemals blockiert
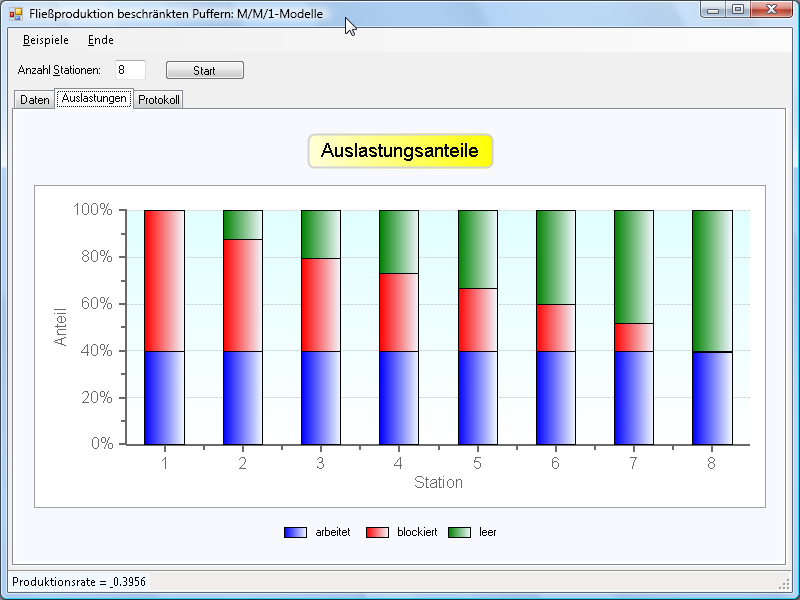
Ansichten:
Literatur:
- Buzacott/Shanthikumar (1993), S. 195-200
- Tempelmeier (2007)
|

