
In diesem Modul wird das Problem der Beschäftigungsglättung
in einer zweistufigen Produktionsstruktur betrachtet. Betrachten Sie ergänzend
auch das Modul "Supply Network Planning (einstufig)", in das entsprechende
Planungsproblem für eine einstufige Produktionsstruktur behandelt wird.
Es werden folgende Entscheidungsvariablen betrachtet:
- Vorausproduktion (auf Lager)
- Rückgriff auf Zusatzkapazität (Überstunden)
- Beschaffung bei einem Zulieferer
Jede dieser Optionen ist mit spezifischen
Kosten verbunden. Das Ziel besteht darin, die kostenminimale Lösung zu
finden, bei der die gegebenen prognostizierten Nachfragemengen produziert werden
können.
Dieses Modul erzeugt und löst ein
lineares Optimierungsmodell für unterschiedliche Systemkonfigurationen
von logistischen Netzwerken. Es werden zwei Fabriken und optional für jedes
Produkt ein externer Zulieferer betrachtet. Die Fabrik 1 produziert maximal
3 Endprodukte. Die Fabrik 2 produziert maximal 3 Vorprodukte, die in der Fabrik
1 für die Produktion der Endprodukte benötigt werden. Es kann ein
Planungszeitraum von bis zu 24 Perioden betrachtet werden. Das Modul sieht wie
folgt aus:
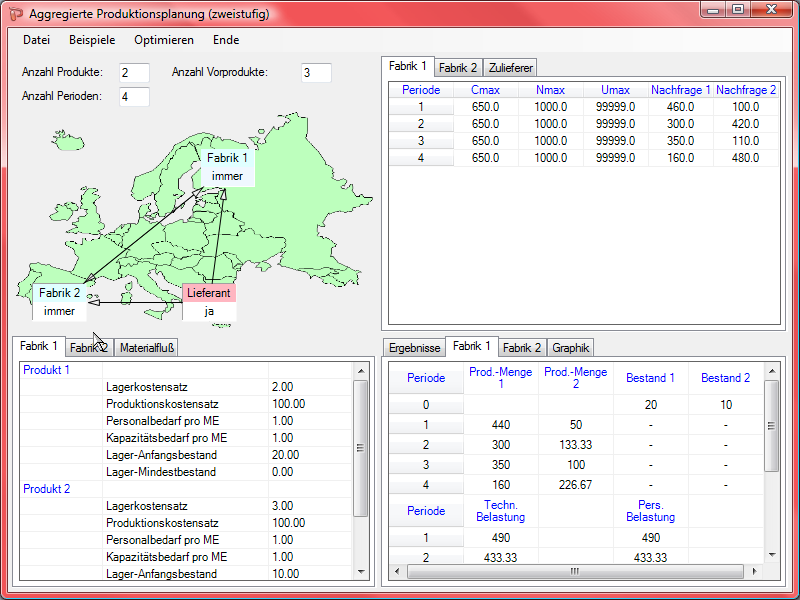
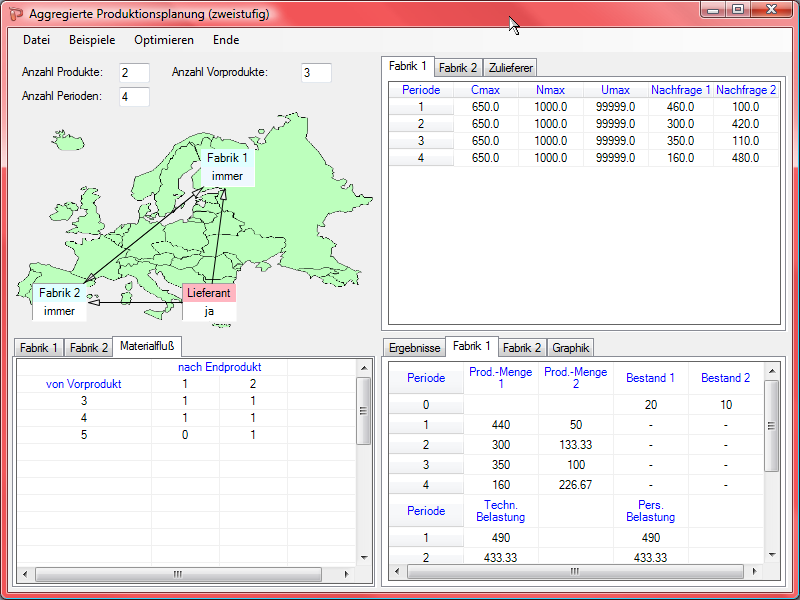
Die Produkte erhalten laufende Nummern
von 1 bis n (Endprodukte) und (n+1) bis (n+m) (Vorprodukte). Der Materialfluß
wird durch die angezeigte Tabelle beschrieben. Der Zulieferer
kann alle Produkte (Vor- und Endprodukte) liefern. Endprodukte werden an Fabrik
1 geliefert, während Vorprodukte an Fabrik 2 geliefert werden können.
Externe Nachfragen können sowohl für Endprodukte (Fabrik 1) als auch
für Vorprodukte (Fabrik 2) auftreten. Die gesamte von Fabrik 2 zu deckende
Nachfragemenge hängt von der Struktur des Materialflusses und der Nachfrage
nach Endprodukten in Fabrik 1 ab. Der Materialfluß (bzw. die Produktionsstruktur) wird durch eine Materialflußmatrix
abgebildet. Eine Zelle enthält den Direktbedarfskoeffizienten zwischen dem Vorprodukt und dem Endprodukt, wobei die Zellen auch von 1 verschiedene Werte annehmen können.
Transportrelationen zwischen den Standorten
werden nicht betrachtet. Dieser Problemaspekte wird im Modul "Supply Network
Planning (einstufig)" berücksichtigt.
In jeder Fabrik können maximale
Lagerkapazitäten und produktbezogene Mindestlagerbestände berücksichtigt
werden.
Die hier betrachteten Modelle können
auch mit dem Modul SNP des Advanced Planners and
Optimizers der SAP AG gelöst werden.
Im folgenden werden einige Anwendungmöglichkeiten
des Moduls beschrieben. Es empfiehlt sich, die unterstützten Modellvarianten
nacheinander zu betrachten und die jeweiligen Modelldaten in einer Datei zu
speichern.
1. Anwendungsmöglichkeit:
Zwei Fabriken
Im einfachsten mehrstufigen Fall werden
zwei Fabriken betrachtet. In diesem Fall minimiert die Zielfunktion die Summe
aus Lagerkosten und Kosten für Zusatzkapazität (Überstundenlöhne)
unter Beachtung von Kapazitätsrestriktionen an beiden Standorten. Das Modell
lautet dann:

u.B.d.R.
Symbole:
| k |
Produktindex |
| t |
Periodenindex |
| K |
Menge der Indizes aller
Produkte |
| K(s) |
Menge der Indizes der Produkte,
die am Standort s produziert werden (Anm.: Am Standort 1 werden Endprodukte
und am Standort 2 Vorprodukte hergestellt) |
| q(jk) |
Direktbedarfskoeffizient
zwischen den Produkten j und k: Anzahl der Einheiten des Produkts j (produziert
am Standort 2), die zur Produktion einer Einheit des Produkts k (produziert
am Standort 1) benötigt werden |
| a(k) |
Kapazitätsbedarf personelle
Kapazität pro ME |
| b(k) |
Kapazitätsbedarf technische
Kapazität pro ME |
| l(k) |
Lagerkostensatz |
| u(t) |
Überstundenlohnsatz |
| C(t)max |
Verfügbare technische
Kapazität |
| U(t)max |
Maximale Überstunden
|
| N(t)max |
Verfügbare personelle
Kapazität |
| L(kt) |
Lagerbestand am Periodenende |
| U(t) |
Genutzte Zusatzkapazität
(Überstunden) |
| X(kt) |
Produktionsmenge für
Produkt k in Periode t |
Eine Erweiterung ergibt sich, wenn man
auch Lagerrestriktionen berücksichtigt. Man kann die gesamte Lagermenge
(über alle Produkte) nach oben begrenzen. Außerdem können produktspezifische
Mindestbestände festgelegt werden.
2. Anwendungsmöglichkeit:
Zwei Fabriken und Zulieferer
Diese Situation beinhaltet alle oben
genannten Problemaspekte, wobei nun auch noch die Möglichkeit der Beschaffung
aller Produkte bei Fremdlieferanten eingezogen wird. Das oben dargestellte lineare
Optimierungsmodell wird für diesen Fall um die betreffenden Variablen erweitert.
Annahmen:
- lineare Zielfunktion und lineare Nebenbedingungen
- einstufige Systemstruktur, d.h. alle Fabriken
und der Zulieferer produzieren dieselben Produkte
- maximal 3 Produkte
- maximal 24 Perioden
- maximal zwei Fabriken und für jedes Produkt
ein Zulieferer (auch ein Zulieferer für alle Produkte möglich)
Hinweis: Nach Dateneingabe wird mit einem internen
Modellgenerator das LP-Modell generiert und dann mit einem internen LP-Solver
gelöst. Für große Probleme kann das einige Minuten Rechenzeit
kosten. Bei Einsatz eines externen Standard-Solvers zur Lösung von LP-Problemen,
z.B. CPLEX oder MOPS, beträgt die Rechenzeit nur einen Bruchteil der in
diesem Modul benötigten Rechenzeit.
Literatur:
- Günther/Tempelmeier (20113a), Abschnitt 9.2
|

