
Es wird ein Fließproduktionssystem mit zwei
Stationen betrachtet. Die Bedienungszeiten an den Stationen sind mit
den Mittelwerten 1/my1 bzw. 1/my2 exponentialverteilt. Der Puffer (Warteraum)
vor Station 2 hat eine beschränkte Aufnahmekapazität.
Es werden zwei Situationen
betrachtet:
- An der Station 1 kommen Werkstücke mit exponentialverteilten
Zwischenankunftszeiten mit dem Mittelwert 1/lambda an. In diesem Fall kann
der Puffer eine maximale Größe von 2 haben.
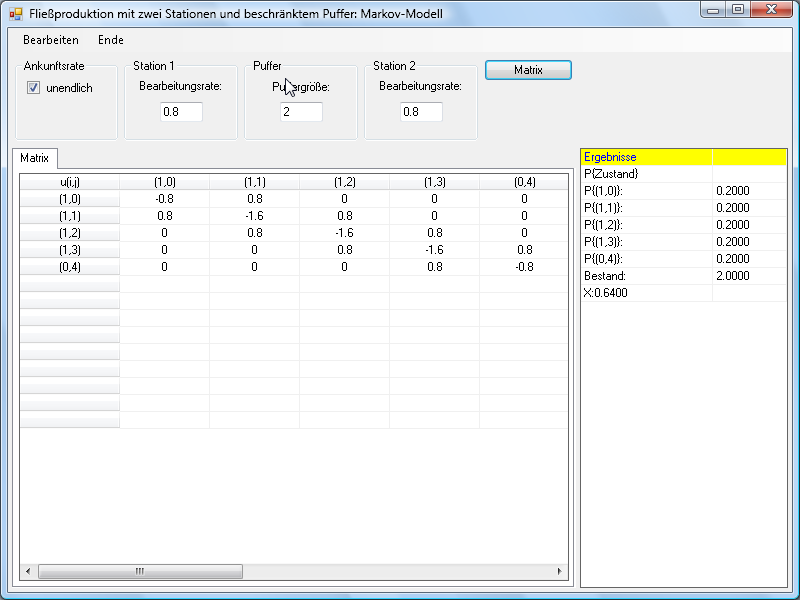
- Die Station 1 verfügt über einen unendlichen
Arbeitsvorrat (never starved). In diesem Fall kann der Puffer eine maximale
Größe von 10 haben.
Station 2 ist niemals blockiert. Alle an Station
1 ankommenden Werkstücke, die keinen Zugang zu der Station finden (weil die
Station arbeitet oder blockiert ist), werden abgewiesen. Daher kann die Ankunftsrate
lambda größer als die kleinste Bearbeitungsrate das Minimum aus my1 und my2
sein.
Das Fließproduktionssystem wird mit einem Markov-Modell
mit diskretem Zustandsraum und kontinuierlichem Parameter (=Zeit) abgebildet.
Zunächst wird das Gleichungssystem
zur Bestimmung der stationären Zustandswahrscheinlichkeiten aufgestellt.
Notation der Zustände:
(Zustand Station 1, Zustand Station 2).
Mögliche Zustände für Station
1:
Mögliche Zustände für Station
2:
| 0 |
leer |
| 1 |
arbeitet |
| 2 |
arbeitet und ein Werkstück
im Puffer |
| 3 |
arbeitet und 2 Werkstücke
im Puffer |
Der Zustand (0,2)
bedeutet z.B.: Station 1 ist leer, Station 2 arbeitet und ein Werkstück
befindet sich im Puffer vor Station 2.
Im Anschluß an die Darstellung des Gleichungssystems
wird die Lösung bestimmt. Aus den Zustandswahrscheinlicheiten werden dann der
mittlere Lagerbestand und die Produktionsrate des Systems bestimmt.
Symbole:
| lam |
Ankunftsrate von Werkstücken
an Station 1 |
| my1 |
Bearbeitungsrate (1/mittlere
Bearbeitungszeit eines Werkstücks) an der Station 1 |
| my2 |
Bearbeitungsrate (1/mittlere
Bearbeitungszeit eines Werkstücks) an der Station 2 |
| L |
Anzahl Werkstücke an einer
Station (eine Ausprägung dieser Zufallsvariablen wird mit l bezeichnet) |
| u(i,j) |
Eintragung in dem Gleichungssystem
zur Bestimmung der Zustandwahrscheinlichkeiten |
| X |
mittlere Produktionsrate
des Systems |
Zur Notation siehe (a,b,c):(d,e,f)-System
Annahmen:
- exponentialverteilte
Bearbeitungszeiten
- exponentialverteilte
Zwischankunftszeiten an Station 1
- keine Maschinenausfälle
(Störungen)
- production blocking
(blocking-after-service)
Unendliche Ankunftsrate
(Station 1 leidet niemals unter Materialmangel):
Endliche Ankunftsrate:
Literatur:
- Papadopoulos/Heavey/Browne (1993), S. 55-56
- Taha (2003)
- Viswanadham/Narahari (1992), S. 423-425
|

