
Die Prozeßkontrolle ist eine statistische Qualitätskontrolle,
bei der die Einhaltung der Produktionsqualität durch die regelmäßige Entnahme
von Stichproben aus der laufenden Produktion überwacht wird. Dabei werden gewisse
zufällige Schwankungen der Produktionsqualität toleriert, während systematische
Abweichungen oder systematische Schwankungen als Folgen fehlerhafter Einstellungen
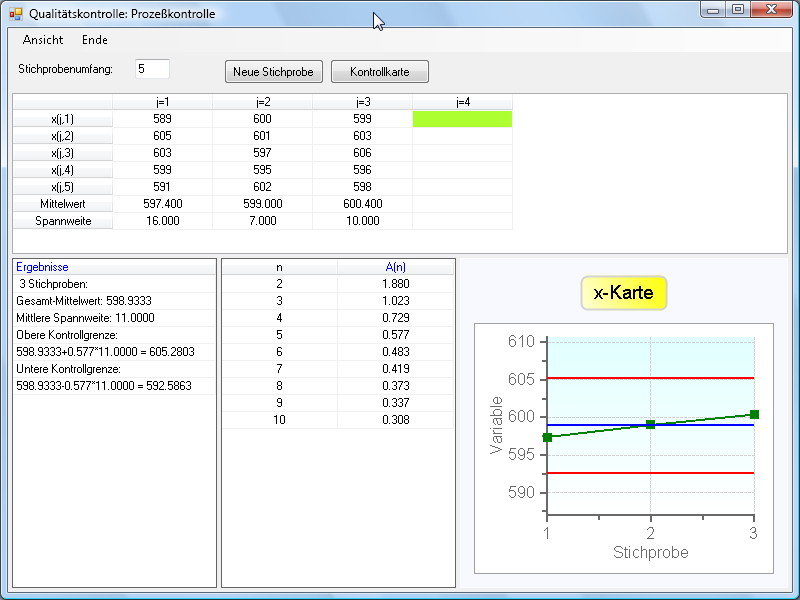
des Produktionsprozesses verstanden werden. Hier soll nun die Prozeßkontrolle
einer einzelnen Variablen betrachtet werden (z.B Durchmesser eines zylindrischen
Werkstücks). Dafür wird der Verlauf der Stichbrobenmittelwerte (x-Kartentyp)
bzw. der Spannweitenmittelwerte (R-Kartentyp) (blaue Kurve) im Vergleich zum
Gesamtmittelwert der Stichproben bzw. Spannweiten (grüne Linie) beobachtet.
Als gerade noch akzeptable Abweichungen werden die obere Kontrollgrenze (rote
Linie) und die untere Kontrollgrenze (türkise Linie) betrachtet. Die Verschiebung
der Kontrollgrenzen gegenüber dem Gesamtmittelwert ergibt sich aus dem Produkt
der mittleren Spannweite mit A(n).
Die Berechnungen dienen zur Festlegung der oberen und unteren Kontrollgrenze aufgrund vorhandener Stichproben.
Diese können dann benutzt werden, um zukünftige Prozeßergebnisse zu beurteilen.
Symbole:
| x(i,b) |
Einzelbeobachtung b aus der Stichprobe i |
| x |
Gesamtmittelwert |
| n |
Stichbrobenumfang |
| A(n) |
Faktor zur Abgrenzung der Kontrollschranken
bei einem Stichprobenumfang n und geforderter Kontrollgenauigkeit |
Annahmen:
- normalverteilte Qualitätsabweichungen
Ansicht:
Literatur:
- Günther/Tempelmeier (2013a), Abschnitt 8.3
- Tempelmeier (2010)
|

